Using ultrafine particles from a coal washing plant in metallurgical coke production
Jesús Manuel Gutiérrez Bernal1 , William Fernando Mora Pulido2, Luís Ignacio Rodríguez Varela3, Javier Ramírez4 y José de Jesús Díaz Velásquez5
1 Ingeniero químico, Universidad Nacional de Colombia, Bogotá. jmgutierrezb@unal.edu.co
2 Ingeniero químico, Universidad Nacional de Colombia, Bogotá. wfmorap@unal.edu.co
3 Ingeniero químico. M. Sc., Profesor, Departamento de ingeniería Química y Ambiental, Universidad Nacional de Colombia, Bogotá. lirodriguezv@unal.edu.co
4 Ingeniero químico. Acerías Paz del Río S. A., Belencito.
5 Ingeniero químico. M. Sc. y Ph.D. en Ingeniería. Profesor, Departamento de Química y Ambiental, Universidad Nacional de Colombia, Bogotá. jddiazv@unal.edu.co
RESUMEN
Se estudió el aprovechamiento en mezclas de ultrafinos provenientes de una planta de lavado de carbón para la producción de coque por el proceso de briquetación, utilizando 6% en peso de alquitrán de carbón como aglomerante. Se caracterizaron las materias primas y se realizó una prueba piloto de coquización en un horno tipo Koppers. Se determinó la calidad del coque por pruebas de análisis próximo, estabilidad (Micum 10, M10 y Micum 40, M40), índice de reactividad del coque al CO2 (CRI) y de resistencia después de la reacción con dióxido de carbono (CSR). Los resultados mostraron que la briquetación permite obtener un coque con un CRI de 19,0% y un CSR de 75,6%, características requeridas en los procesos metalúrgicos.
Palabras claves: coque, ultrafinos de carbón, briquetación
ABSTRACT
Blending ultrafine particles from a coal washing plant was studied for coke production by briquetting using 6%w coal tar as binder. The ultrafine coal particles were characterised and a pilot coking test was made in a Koppers´ furnace. Coke quality was evaluated by proximate analysis, stability (micum 10 and micum 40), coke reactivity index (CRI) with CO2 and the coke´s mechanical strength after reaction with carbon dioxide (CSR index). Briquetting results showed that was possible to obtain coke having 19.0 % CRI and 75.6% CSR, these being the characteristics required in metallurgical processes.
Keywords: coke, ultrafine coal particles, briquetting.
Recibido: septiembre 21 de 2009. Aceptado: febrero 15 de 2011
Introducción
El lavado del carbón en la industria siderúrgica se utiliza para adecuar la calidad del material cuando no cumple con las especificaciones de contenido de cenizas y azufre. En los procesos de beneficio el carbón generalmente se separa y lava en tres corrientes paralelas, diferenciadas por la granulometría en gruesos, finos y ultrafinos. Para la coquización se mezclan los gruesos y los finos (tamaño superior a 0,5 mm) (Zimmerman, 1982) y los ultrafinos (tamaño menor a 0,5 mm) y se almacenan o desechan (Stationary Sources Branch, 1988). Estos ultrafinos de carbón, aunque son de buena calidad, debido a su misma naturaleza y procedencia no pueden utilizarse directamente en coquización porque ocasionan problemas de manejo (Wen, 2000). Sin embargo, por el alto costo del carbón coquizable es necesario buscar alternativas para su aprovechamiento en la fabricación de coque metalúrgico, y el proceso de briquetación es una buena alternativa.
El comportamiento en la briquetación depende del tipo de carbón (aglomerante y no aglomerante) y las condiciones del proceso (presión, temperatura, granulometría, aditivos), de tal manera que existen carbones que pueden briquetearse a presiones tan bajas como 70 Bar, y carbones que requieren presiones tan altas como 1.725 Bar, con temperaturas que van desde la ambiente hasta 450 °C, con el fin hacer interactuar las fuerzas intramoleculares de las partículas (Dainton et al., 1958; Lowry, 1963; Mangena et al., 2007).
Para el presente trabajo se emplearon ultrafinos de una planta lavadora, se caracterizaron, se briquetearon, se coquizaron, y el producto resultante se caracterizó para su uso en el alto horno de una siderúrgica.
Parte experimental
Las muestras utilizadas en este estudio corresponden a ultrafinos obtenidos en el proceso de beneficio de carbón para uso metalúrgico que presentan alto contenido de humedad (24% en promedio). Se tomaron tres muestras, denominadas B, M y A. A cada una de estas muestras se le determinaron sus características mediante el análisis próximo (ASTM D 3173, D 3174, D 3175), índice de hinchamiento libre (ASTM D 720), propiedades reológicas en un dilatómetro-plastómetro Preiser (ASTM D 2639) y granulometría con la serie de tamices Tyler.
Para la elaboración de las briquetas se utilizó un molde cilíndrico de 37 mm de diámetro por 70 mm de longitud y una prensa hidráulica Carver. Las briquetas se elaboraron mezclando los carbones B, M y A en proporciones de 40%, 30% y 30% p/p y 51%, 33%, y 16% p/p respectivamente, con 6% de alquitrán de carbón a una presión de 1.034 Bar. Las muestras son llamadas B40M30A30 y B51M33A16 respectivamente. A las briquetas obtenidas se les caracterizó por su resistencia a la compresión (NTC 2060, DIN 23081). Una vez terminada la prueba de compresión se realizó un tamizado del residuo (malla núm. 40 (0,49 mm)) para determinar la cantidad de ultrafinos que se generan al romperse de nuevo la briqueta. Igualmente, se hicieron pruebas de resistencia al impacto (ASTM D 440) y se tamizó con malla 40 (0,49 mm) para determinar la cantidad en porcentaje de ultrafinos producidos.
Los ensayos de coquización se efectuaron en cajas, construidas en lámina de acero de ¼ de pulgada de 0,4 m x 0,5 m x 0,1 m, que se introdujeron en hornos de solera bajo condiciones normales de operación y en un horno piloto tipo "Koppers" a una temperatura máxima de 1.242 °C durante 13 horas. El coque resultante se caracterizó mediante análisis próximo (ASTM D 3172- 75), granulometría (ASTM D 4749), azufre (ASTM D 3177), porosidad, calculada tomando como referentes a las densidades aparente y verdadera, que son medidas por medio de dos procedimientos; la primera, con una canastilla de acero que se humedece y se seca controladamente; y la segunda, con un picnómetro en el que se deposita coque y agua y se coloca al baño de maría, respectivamente (ASTM D 167-93). Se midió la estabilidad con Micum 10 y 40 (ASTM D 3402 y D 441) y el índice de reactividad al CO2 (CRI) y de resistencia después de la reacción con dióxido de carbono (CSR) (ASTM D 5341).
Resultados y discusión
Las principales características de los ultrafinos de carbón utilizados en este estudio se presentan en la tabla 1. De esta tabla puede observarse que los materiales muestran que su contenido de cenizas (base seca) es bajo y uniforme, y el contenido de materia volátil (base seca) se encuentra entre el 20 y el 27%, características que indican su posible utilización en el proceso de coquización. Sin embargo, es importante mencionar que las muestras presentaron un contenido de humedad de alrededor del 24%, que es alto dado que la máxima humedad permitida del carbón para su uso en la batería de hornos verticales es del 6,5%.

De acuerdo a los datos de materia volátil y carbono fijo sobre base seca libre de cenizas, los carbones se clasifican como bituminosos, donde el B es bituminoso de bajo contenido de materia volátil y los carbones M y A son bituminosos de medio contenido de materia volátil, según la clasificación por rango de la ASTM (ASTM D 388).
Las tres muestras presentan índice de hinchamiento libre alto (7,5), que los clasifica como carbones fuertemente aglomerantes (Speight, 1994), lo cual era de esperarse por su contenido de materia volátil; no obstante, indica que los carbones tienen propiedades coquizantes medianas (Loison et al., 1970).
De conformidad con los datos de las propiedades plásticas, la temperatura de ablandamiento de los carbones se presenta entre 348 °C y 398 °C. El menor valor corresponde al carbón bituminoso bajo en volátiles, mientras que los valores mayores se presentan para los carbones medio volátiles. Sin embargo, el carbón B muestra poca plasticidad debida a su bajo valor de ddpm (divisiones de dial por minuto) y también presenta los valores más bajos de temperaturas de máxima fluidez y resolidificación. Al calcular el intervalo plástico dado por la diferencia entre la temperatura de resolidificación y la de ablandamiento (TR-TA), se observa que el carbón con el menor intervalo es el B, con 52 ° C, seguido por el M, con un valor de 105 °C, y luego el carbón A con 122 °C, lo cual confirma que el carbón menos plástico es el B. Estos datos de fluidez permiten la selección de carbones para realizar mezclas con el fin de producir coque metalúrgico, ya que rara vez el proceso de coquización se basa sobre un carbón de una veta que permanece muy constante en sus propiedades (Miyazu, 1975; Callcott, 1982).
La prueba dilatométrica revela el cambio de volumen que acompaña la etapa plástica y es importante para medir las propiedades coquizantes de los carbones. Los carbones B y M son de grado 3, lo que indica una dilatación entre 0 y 50%, en tanto que el carbón A es de grado 4, con dilatación entre 50 y 140% (Habermehl et al., 1981). La dilatación es mayor cuando el contenido de materia volátil es más alto, como se observa en la tabla 1. Un parámetro derivado de la prueba dilatométrica es el poder coquizante G, definido como (Habermehl et al., 1981):

donde E y V son las temperaturas de ablandamiento y resolidificación en la prueba dilatométrica, en grados Celsius; K y D son los porcentajes de contracción y dilatación.
Para los carbones estudiados, el poder coquizante, G, está entre 0,96 y 1,06, lo cual los ubica como carbones medio y fuertemente coquizables (Gibson, 1971). Carbones coquizantes de alta calidad tienen valores de G entre 1,05 y 1,10 (Habermehl et al., 1981). En el intervalo entre 0,95 y 1,10 los valores de G tienen un comportamiento aditivo y pueden usarse para calcular las propiedades de mezclas (Eisenhut, 1981). Los resultados de plastometría, dilatometría, e índice de hinchamiento libre, muestran que estos carbones adecuadamente mezclados deben producir un coque de excelente calidad.
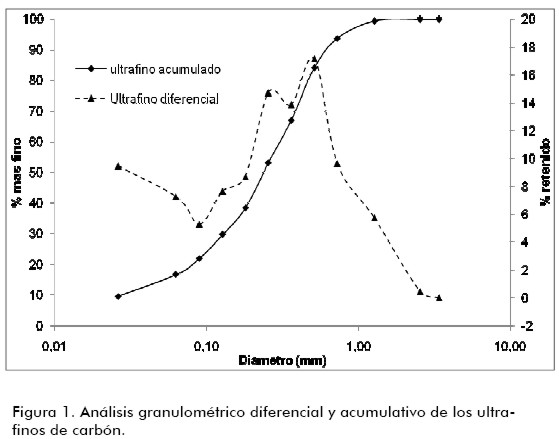
La figura 1 muestra los resultados de los análisis granulométricos diferencial y acumulativo de los ultrafinos de carbón. Estos análisis indican que no existe ninguna fracción que predomine sobre las otras. Dado el gran porcentaje de partículas (66%) con tamaños menores a malla 200 (<74 μm), se realizó el ensayo de hidrometría cuyos resultados se ofrecen en la figura 2. Las muestras presentan gran cantidad de material muy fino; entre el 36 y el 45% se encuentra por debajo de 260 micras para los carbones M y A, mientras que para el carbón B está alrededor del 28%. Las curvas señalan una tendencia similar en forma y distribución. A tamaños menores (50 μm) existe todavía gran cantidad de material (mayor al 20% para los 3 carbones), lo que presupone un problema ambiental en su manejo.

Briquetamiento
Con el fin de aprovechar los ultrafinos de carbón en el proceso de coquización se conformaron briquetas de acuerdo al molde descrito en la parte experimental. La foto 1 registra las briquetas obtenidas y en la tabla 2 se presentan los resultados promedio de los ensayos de resistencia a la compresión y al impacto para las briquetas. Durante el proceso de briquetamiento se observaron fenómenos que dependen de las condiciones del proceso. A humedades bajas (~3%), existe un desgaste excesivo por fricción que genera rompimiento en las briquetas al desmoldar. Por el contrario, al trabajar con altas humedades (~15%) se tienen las presiones de desmolde más bajas. Igual fenómeno se observó con el alquitrán. La baja fricción al desmoldar que se da cuando hay aglomerante presente o alta humedad, mejora el aspecto de las briquetas (color, brillo, forma), a la vez que alarga la vida del molde. La cantidad de ultrafinos producidos por rompimiento de las briquetas por compresión o impactos es menor que el 25% en la mayoría de los casos, lo que indica un mejor manejo del carbón dentro del proceso de coquización.

Los valores de resistencia a la compresión e impacto en el caso de las mezclas es aceptable debido a que se sitúa en valores muy cercanos a los dados por las briquetas compuestas por un solo tipo de carbón, a excepción de la mezcla B51M33A16, que tiene un valor alto de producción de ultrafinos después de ser destruida la briqueta.
Para observar el comportamiento durante la etapa plástica se hicieron dos ensayos dilatométricos a los materiales obtenidos con mezclas de los carbones B, M y A (en proporciones de 51%, 33%, 16% y 40%; 30%, 30% respectivamente) que se muestran en la figura 3. Puede observarse que existe un corrimiento de la temperatura de contracción de 20 °C para la muestra B40M30A30 con respecto a la muestra B51M33A16. Además se aprecia que la muestra B51M33A16 se dilata mucho más que la B40M30A30 (aproximadamente un 40%), lo cual indica que existirá una mayor presión en la paredes del horno de coquización.

Pruebas de coquización en caja
Los ensayos de coquización en caja se realizaron a condiciones normales de operación en hornos de solera. La foto 2 corresponde a los coques resultantes. Como aspectos cualitativos se notó la unión total entre las briquetas cilíndricas, llenándose los espaciosvacíos que había inicialmente, dentro de la caja de coquización, debido al comportamiento plástico de los carbones, quedando al final un bloque que se rompe por las fisuras naturales que quedan después del proceso de coquización. El coque producido en caja a partir de las briquetas es más poroso (56-58%) que el común obtenido en los hornos de solera (50 a 53%), lo cual puede deberse a la densidad de carga de las briquetas, que es baja debido a la existencia de un espacio vacío entre éstas comparado con carbón de granulometría, mucho menor y que se acomoda de mejor forma.

Coquización en horno Koppers
Este ensayo se efectuó con briquetas obtenidas mezclando los carbones B, M y A en proporciones 40%, 30% y 30%, aglomerados a una presión de 1.034 bar con alquitrán al 6%. En la tabla 3 se ofrecen los resultados de la caracterización de la mezcla, las condiciones de operación y las características del coque obtenido.

Las briquetas introducidas al horno Koppers tienen características para obtener un coque de buena calidad debido a sus valores bajos de cenizas (6,3%), contenido medio de materia volátil sobre base seca sin cenizas (24,93%), humedad del 8%, índice de hinchamiento libre de 7,5%, grado de coquización 4 y poder coquizante 1,03%, valores que indican una calidad aceptable para fabricar coque de buena calidad. El rendimiento obtenido del 75,9% en el ensayo de coquización realizado en el horno Koppers revela que las condiciones empleadas fueron apropiadas y similares al rendimiento de una batería convencional de producción de coque.
La evaluación del comportamiento del coque para su empleo en el alto horno debe incluir las propiedades que reflejan su resistencia mecánica y al ambiente químico y térmico. Estas propiedades se relacionan con la uniformidad del tamaño y forma, composición química, resistencia mecánica y estabilidad térmica y química (Díez et al., 2002). De la tabla 3 se deduce que el coque producido tiene un contenido de cenizas del 7,93% y de materia volátil del 0,96%. Estos valores indican que las impurezas se encuentran en valores bajos dentro de los límites aceptables para un coque metalúrgico. Las cenizas del coque influyen en el volumen y calidad de las escorias. Un valor de cenizas en el coque por encima del 10% es satisfactorio si su composición química es aceptable (Díez et al., 2002). El incremento del 1% de las cenizas en el coque reduce la producción de metal entre el 2 y 3% (Díez et al., 2002).
Los valores de estabilidad y dureza del producto obtenido se hallan dentro de los estándares internacionales (Díez et al., 2002). Las pruebas de resistencia mecánica usadas para medir la resistencia a la degradación de tamaño señalan que el coque producido se encuentra dentro de límites aceptables, aunque estos valores dependen de las condiciones de operación del alto horno. Por ejemplo, el M40 y el M10 para el mercado europeo se encuentran entre 77 y 88, y entre 5 y 8 respectivamente (Díez et al., 2002) y los valores obtenidos en este estudio son 81,60% y 5,20% para la mezcla B40M30A30, lo que indica la ausencia de tensiones internas durante la etapa de formación del coque, mientras que la mezcla B51M33A16 no cumple con este ensayo al tener valores de 66,4 y 7,2% respectivamente.
Para determinar la reactividad y resistencia post reacción del coque se realizaron las pruebas CRI y CSR (ASTM-5341). Estas pruebas determinan el comportamiento del coque por reacción con CO2 durante dos horas a 1.100 °C bajo condiciones de flujo estandarizadas, junto con la resistencia mecánica del coque después de la reacción. Los valores encontrados fueron de 19,0 y 75,6% para el CRI y el CSR respectivamente; estos índices están dentro de intervalos aceptables en el mercado internacional (Díez et al., 2002).
Para un coque de buena calidad el CRI debe ser bajo y el CSR alto (Díez et al., 2002). Si el coque reacciona excesivamente con los gases del alto horno se debilitará y degradará en partículas más pequeñas, lo cual ocasiona disminución de la permeabilidad y bloqueos. Los datos de calidad del coque obtenido por el proceso de briquetación de ultrafinos indican que el coque obtenido no es muy diferente del que se produce normalmente en una batería de hornos verticales y por consiguiente ésta es una ruta interesante para aprovechar dichos materiales.
Conclusiones
La caracterización física y química de los ultrafinos de carbón con un tamaño inferior a 0,5 mm, provenientes de una planta de lavado, y las pruebas de coquización, indican que estos materiales pueden ser muy buenos productores de coque metalúrgico mediante un proceso de briquetación, obteniendo coque con un CRI de 19,0% y un CSR de 75,6%, valores que están dentro de las especificaciones de coque metalúrgico o de alto horno. Este proceso permite la utilización de los residuos de las plantas de lavado de carbón, evitando su disposición o manejo.
Agradecimientos
Los autores expresan sus agradecimientos a la Universidad Nacional de Colombia y a la División de Investigaciones de la Sede Bogotá (DIB) por el apoyo a esta investigación por medio del proyecto DIB-8003065; igualmente, se agradece a los funcionarios de Acerías Paz del Río, Departamento de Coquería y Laboratorio de Control de Calidad, por su apoyo al presente trabajo.
Referencias
Callcott, T. G., Coking and blending coal evaluation., Curso avanzado sobre tecnología del carbón, Maracaibo Venezuela, Noviembre 1-12 de 1982, CICAST, Centro de Investigaciones carboníferas y siderúrgicas, 1982.
Dainton, A. D., Phillips, J. W., Proceedings Residential conference in the use of coal., London, The Institute of Fuel,1958.
Díez, M. A., Álvarez, R., Barriocanal, C. Coal for Metallurgical Coke Production: Predictions of Coke Quality and Future Requirements for Coke Making., International Journal of Geology, 50, 2002, pp. 389-312.
Díez, M. A., Alvarez, R., Barriocana, C., Coal for Metallurgical Coke Production: Predictions of Coke Quality and Future Requirements for Coke Making., International Journal of Geology ,50, 2002, pp. 389-312.
Eisenhut, W., High-temperature carbonization. Chemistry of coal utilization., Elliot, M. A. New York, USA, Wiley-Interscience publication, Second Supplementary, Volume: 900, 1981.
Gibson, J., Prediction of Coke Quality., The coke oven manager ´s, Year-Book, 1971.
Habermehl, D., Orywal, F., Beyer, H. D., Plastic properties of coal. Chemistry of coal utilization., Elliot, M. A. New York, USA, Wiley-Interscience publication, Second supplementary volume, 1981, pp. 321-322.
Loison, R., Foch, P., Boyer, A., Le Coke; principes de la fabrication, Recherche de la qualité., París, Ed. Dunod, 1970.
Lowry, H. H., Chemistry of Coal Utilization., Supplementary Volume, New York, John Wiley and Sons.,1963.
Mangena, S. J., du Cann, V.M., Binderless briquetting of some selected South African prime coking, blend coking and weathered bituminous coals and the effect of coal properties on binderless briquetting., International Journal of Coal Geology, 71, 2007, pp. 303-312.
Miyazu, T., The blending design using many kinds of coal and the evaluation system for single coal., Nippon kokan technical report-overseas, 1975.
Speight, J. G., The Chemistry and Technology of Coal., New York, USA, Marcel Dekker Inc.,1994.
Stationary Sources Branch, A. P. C. D., Coal Preparation Plants, 40 CFR Part 60, Subpart Y, INSPECTOR´S GUIDANCE MANUAL. 4300 Cherry Creek Drive South, Denver, Colorado 80222, june 22, 1988.
Wen, W. W., An integrated fine coal preparation technology: the GranuFlow Process., International journal of mineral processing, 58, 2000, pp. 253-265.
Zimmerman, R. E., Coal preparation technology., Curso avanzado sobre tecnología del carbón, Maracaibo, Venezuela; Noviembre 1-12 de 1982, CICAST, Centro de Investigaciones carboníferas y siderúrgicas, 1982.