



Publicado
Mejoramiento de la adherencia en recubrimientos de Hidroxiapatita elaborados mediante proyección térmica oxiacetilénica, a partir de resultados de simulación numérica
Improvement of the adhesion on Hydroxyapatite coatings produced by oxyfuel thermal spray from results of numerical simulation
DOI:
https://doi.org/10.15446/dyna.v84n203.59201Palabras clave:
Hidroxiapatita, Proyección térmica, Simulación, Sommerfeld, Adherencia (es)Hydroxyapatite, Flame Spray, Simulation, Sommerfeld, Adhesion (en)
Recibido: 21 de julio de 2016; Revisión recibida: 18 de septiembre de 2017; Aceptado: 26 de septiembre de 2017
Resumen
Los resultados de la simulación numérica realizada con el software Jets et Poudres fueron utilizados para depositar recubrimientos de hidroxiapatita mediante proyección térmica oxiacetilénica, con el fin de aumentar su cohesión y adhesión sobre sustratos de Ti6Al4V. Se determinó el efecto de una llama neutra, una oxidante y una súper-oxidante, así como de la distancia de proyección (7, 9,5 y 12 cm) entre el sustrato y la antorcha, sobre el número adimensional de K-Sommerfeld (K). Dicho número adimensional es influenciado por la distancia de proyección y no por las llamas evaluadas. Para recubrimientos fabricados a una distancia de 12 cm el número de Sommerfeld varía entre 34 y 37, lo que les confiere una estructura más homogénea que la de aquellos depositados a 7 y 9,5 cm en los que existe un alto contenido de partículas parcialmente fundidas (K=0), o con salpicaduras (K>75), que reducen la adhesión de los recubrimientos.
Palabras clave:
Hidroxiapatita, Proyección térmica, Simulación, Sommerfeld, Adherencia..Abstract
Numerical simulations were carried out by Jets et Poudres software, and the results obtained were used to deposit hydroxyapatite coatings through oxyfuel flame spraying process, in order to improve its adhesion onto Ti6Al4V substrates. The effect of a neutral, an oxidizing and a super-oxidizing flames, as well as the spray distance between the substrate and the torch (7, 9.5 and 12 cm), on dimensionless K-Sommerfeld (K) number was determined. The dimensionless number is highly influenced by the spraying distance, while an effect of the flame type was not evident. The Sommerfeld number in coatings manufactured at 12 cm is between 34 and 37 and the homogeneity in their structure is higher than in those sprayed at 7 and 9.5 cm, in which unmelted particles (K=0) or splashing (K˃75) were observed, decreasing the adhesion of coatings.
Keywords:
Hydroxyapatite, Flame Spray, Simulation, Sommerfeld, Adhesion..1. Introducción
La Hidroxiapatita (HA) de fórmula Ca10(PO4)6(OH)2, es el fosfato de calcio de mayor aplicación en regeneración y sustitución ósea, debido a que su composición es la más cercana a la fase mineral del hueso y representa un 70% de su peso y un 50 % de su volumen. Según la American Society for Testing and Materiales (ASTM-1996), la composición química ideal de este material es determinada por la relación molar Ca/P= 1,67 [1]. La HA es un material cerámico con bajas propiedades mecánicas, por lo tanto, no puede ser utilizada directamente para aplicaciones en las cuales sea necesario soportar altos esfuerzos, como dedos artificiales o huesos y por lo tanto, su uso en recubrimientos se convierte en la aplicación más funcional ya que le confiere a un sustrato metálico (como el Ti6Al4V) encargado de cumplir una función estructural, la biocompatibilidad una vez este sea implantado [2].
La proyección térmica ha sido uno de los métodos más empleados para depositar recubrimientos de Hidroxiapatita sobre prótesis ortopédicas debido a su versatilidad, altas tasas de deposición, fácil reproducibilidad del proceso y alta relación costo/beneficio. En este proceso las partículas utilizadas para elaborar el recubrimiento son calentadas hasta su fusión total o parcial y propulsadas hacia la superficie a recubrir, para que al impactar con ella formen una especie de disco denominado splat, o lamelle (esta última si se observa desde su sección transversal). El apilamiento sucesivo de múltiples splats da origen a la estructura del recubrimiento [3-5] . En la mayoría de los casos se emplea un plasma como fuente de energía para fundir las partículas y proyectarlas sobre el sustrato, sin embargo, la alta temperatura inherente al jet de plasma puede descomponer la hidroxiapatita en fases secundarias como el Fosfato Tricálcico-TCP (α y β), la Oxiapatita y el Fosfato Tetracálcico-TTCP, lo cual tiene efectos adversos para el biomaterial después de la implantación, tales como degradación y delaminación tanto cohesiva (entre capas del recubrimiento), como adhesiva (entre el recubrimiento y el sustrato) [6-9] . Lo anterior ha motivado el uso de la proyección térmica por llama tanto de alta como de baja velocidad, en la cual se aprovecha la energía suministrada por la combustión de una mezcla de oxígeno y acetileno para fundir las partículas de hidroxiapatita. Además, desde el punto de vista económico, la proyección térmica por llama oxiacetilénica resulta una alternativa atractiva ya que el costo de la elaboración de recubrimientos puede ser hasta 10 veces menor que el de los elaborados mediante proyección térmica por plasma [10,11].
La adhesión de los recubrimientos cerámicos depositados mediante proyección térmica se da por anclaje mecánico y por lo tanto, la rugosidad superficial del sustrato, la mojabilidad de las partículas proyectadas sobre él y los esfuerzos térmicos producidos en la interfaz sustrato-recubrimiento son factores fundamentales para controlarla. Por su parte, los esfuerzos térmicos generados en el recubrimiento depositado y la homogeneidad estructural, directamente dependiente del correcto apilamiento de los splats, controlan la resistencia cohesiva entre capas del recubrimiento. La rugosidad necesaria en la superficie del sustrato para la adecuada adhesión de las partículas proyectadas generalmente es producida por procesos mecánicos como el de chorro de partículas abrasivas, mientras que los esfuerzos térmicos generados tanto en la interfaz, como en el recubrimiento durante la proyección, son minimizados a través del precalentamiento del sustrato a una temperatura cercana a un valor conocido como temperatura crítica (Tc) y mediante el control de la velocidad de enfriamiento de la capa depositada [12, 13].
Dado que la mojabilidad insuficiente entre las partículas proyectadas y el sustrato puede facilitar su desprendimiento en el momento del impacto con él y que la generación de salpicaduras pueden ser contraproducentes para el correcto apilamiento de los splats, el número adimensional de Sommerfeld (K) presentado en las ecuaciones 1 y 2, puede ser utilizado para predecir y evitar fallas adhesivas y cohesivas de los recubrimientos depositados mediante proyección térmica [14]. El K-Sommerfeld fue descrito por Kappel y Mundo cuando estudiaban el impacto de gotas de agua y etanol sobre superficies frías, las cuales tenían diámetros entre 60 y 150 µm y en las que se hizo evidente los fenómenos de salpicadura y deposición y se ha utilizado para predecir el comportamiento de una partícula al impactar con una superficie que puede ser el sustrato o una capa de recubrimiento previamente depositada. Mundo et al., definieron que por medio de este número (K) es posible predecir la interacción entre la partícula y el sustrato, ya que si el valor de K es menor a 3, la partícula rebotará al impactar contra el sustrato, mientras que si K se encuentra entre 3 y 57,7, la partícula se adhiere al sustrato formando un splat, y si el valor de K supera el 57,7 la partícula salpicará al impactar con el sustrato y por lo tanto, gran parte del material que la conforma no será depositado [15,16]. El software Jets et Poudres desarrollado por la Universidad de Limoges-Francia, permite calcular el tratamiento termocinético de partículas de diversos materiales proyectados mediante una llama de combustión o por un jet de plasma, así como la evaluación termodinámica de las llamas o jets de plasma, determinando los puntos más calientes, la entalpia y su velocidad, entre otros factores asociados al proceso.

Siendo We y Re los números adimensionales de Weber y Reynolds, que representan la relación entre la inercia de la partícula fundida respecto a su tensión superficial, así como la relación entre las fuerzas de inercia de cada gota (partículas fundidas) y las asociadas a su viscosidad, respectivamente. Entonces:

De donde ρ, (, d, µ,y σ, son la densidad, la velocidad, el diámetro , la viscosidad y la tensión superficial de la gota (partícula fundida) que impacta la superficie [5].
Los trabajos y reportes científicos realizados para mejorar la adhesión de recubrimientos de hidroxiapatita depositados mediante proyección térmica han estado enfocados al tratamiento superficial del sustrato y a reducir los esfuerzos térmicos generados tanto en la interfaz (sustrato recubrimiento), como en el recubrimiento [17,18]. Por su parte, en este trabajo se utilizó el número adimensional de K-Sommerfeld, como un indicador de la mojabilidad entre las partículas proyectadas y el sustrato y por ende, de la homogeneidad en el apilamiento de los splats, lo cual está directamente ligado con la adhesión y cohesión de los recubrimientos, contribuyendo así al entendimiento y mejoramiento de los mecanismos asociados con la integridad estructural de este tipo de sistemas utilizados como biomaterial en implantes quirúrgicos.
2. Materiales y Métodos
Se realizó la simulación de diferentes condiciones de proyección térmica oxiacetilénica con el software Jets et Poudres con el fin de establecer los parámetros en los cuales las partículas se depositan sobre el sustrato, sin que reboten o
formen salpicaduras, buscando con ello obtener capas de hidroxiapatita con buena mojabilidad con la superficie de una aleación de Ti6Al4V y a su vez una estructura lo menos irregular posible, aumentando así la resistencia adhesiva y cohesiva de la capa. Las simulaciones fueron realizadas para una partícula de hidroxiapatita de 11 µm correspondiente al d10 del polvo que se utilizará para la validación experimental de los resultados, siendo este tamaño, uno de los más críticos para el tratamiento termocinético en la llama dada la baja densidad del material. Las propiedades físico-químicas y térmicas del material de partida, requeridas para la simulación numérica fueron las correspondientes a la hidroxiapatita porosa, contenidas en la base de datos del software Jets et Poudres.
De acuerdo con lo anterior, se evaluó el efecto sobre el número adimensional de Somerfeld de tres tipos de llama (una neutra, una oxidante y una súper oxidante obtenidas a partir de diferentes relaciones volumétricas (Partes de acetileno: Partes de Oxigeno) las cuales definen la eficiencia de la combustión y la longitud de cada una de las zonas de la llama[19], así como de la distancia de proyección entre el sustrato y la antorcha partiendo de estudios previos realziados por el grupo [20].
En la Tabla 1 se presenta el diseño de experimentos 32 empleado en las simulaciones, en el cual las variables de respuesta permiten determinar el tratamiento termocinético que experimentan las partículas en vuelo y de esta forma establecer cuál combinación entre los factores del diseño es la más adecuada para elaborar los recubrimientos. Como variable respuesta de mayor significancia se tiene el número Sommerfeld y como variables de respuesta auxiliares se determinaron la temperatura de la partícula y el porcentaje de fusión. Por lo tanto, mediante un análisis de varianza (ANOVA) se estableció que tan significantes son cada uno de los factores evaluados y la interacción entre ellos; y de acuerdo al valor P (P-value) se comprobó la hipótesis nula con un nivel de confianza del 95% (α=0,05). El modelo estadístico para el diseño 32 se describe mediante la ecuación 3, donde Y es la variable respuesta, µ es la media poblacional, γi y δj son los efectos de cada factor en su respectivo nivel, (γδ)ij es el efecto de la interacción de los factores (i=1,2,3, j=1,2,3, k=1,..,n) y los residuales son la diferencia entre el modelo teórico y el encontrado experimentalmente.

Fuente: Los autoresTabla 1: Diseño de experimentos utilizados para la simulación numérica.

La validación experimental de los resultados de la simulación se llevó a cabo mediante proyección térmica por combustión oxiacetilénica en la cámara ARESTE 1, la cual incorpora una antorcha Eutectic Castolin Terodyn 2000 modificada y posee dispositivos electromecánicos para controlar el movimiento relativo entre la antorcha y el sustrato, el flujo de los gases de trabajo y la temperatura de precalentamiento del sustrato entre otros. Las variables fijas de operación que se tuvieron en cuenta para la elaboración de los recubrimientos fueron: Flujo de material de 12 g/min controlado por un sistema de distribución de polvos TUMAC. Previo a la deposición de las partículas, los sustratos de Ti6Al4V de 12,5 mm de diámetro y 6 mm de espesor fueron preparados superficialmente con chorro abrasivo de partículas de corindón y posteriormente limpiados en un baño ultrasónico de alcohol, obteniendo una rugosidad media (Ra) entre 10 y 11 µm. Posteriormente, estos fueron precalentados con la llama oxiacetilénica hasta 250 °C, con el fin de minimizar el choque térmico de las partículas al impactar con el sustrato. Los recubrimientos fueron elaborados a partir de dos pases de proyección, para lo cual la antorcha fue desplazada verticalmente a una velocidad de 0,6 cm/s frente a los sustratos ubicados en un porta-muestras cilíndrico de 70 mm de diámetro y que rota a 115 rpm. Con el fin de minimizar los esfuerzos residuales producidos durante el enfriamiento de los recubrimientos se utilizó un sistema de enfriamiento frontal con aire a temperatura ambiente, que incide sobre las muestras a 180 grados respecto al punto en que la antorcha deposita las partículas de hidroxiapatita.
La materia prima para la elaboración de los recubrimientos fue Hidroxiapatita comercial de alta pureza (Captal 30, Plasma-Biotal Limited, Tideswell, North Derbyshire, UK), su composición química se determinó mediante Fluorescencia de Rayos X por Longitud de Onda Dispersiva (FRX-WD), usando en espectrómetro Thermo Scientific ARL OPTIM’X. Por su parte, la morfología de la materia prima, así como de la superficie de los recubrimientos se analizó por medio de un microscopio electrónico de barrido (MEB) JEOL JSM 6490 LV, que posee una sonda de análisis químico por Barrido de Energía Dispersiva. Este mismo microscopio fue utilizado para analizar la sección transversal de los recubrimientos sobre la cual se midió su espesor. Las fases cristalinas de la materia prima fueron determinadas por medio de difracción de rayos X (DRX), con un equipo Panalytical de referencia Empyream con fuente de radiación de cobre (Cukα, λ=1,5406 Å), y potencia de 1,8 kW. Los picos de difracción fueron detectados con una velocidad de barrido de 0,02° por paso en el rango 2θ entre 5° y 60°.
La resistencia adhesiva y cohesiva se determinó bajo el procedimiento descrito por la norma ASTM F1147-05 [21] para recubrimientos de fosfatos de calcio con una velocidad de carga de 2,5 cm/min hasta fallar la unión entre el sustrato recubierto y un contra-cuerpo unidos entre sí mediante un adhesivo epóxico. Los esfuerzos residuales que se pueden generar durante el proceso de proyección térmica se determinaron por el método de curvatura, estableciendo el tipo de esfuerzo generado y la magnitud del mismo, para lo cual se usaron probetas Almen N-1S.
3. Resultados obtenidos
3.1. Caracterización de la materia prima
De acuerdo con el análisis químico realizado al material de partida, se pudo establecer que su relación molar calcio/fósforo (Ca/P) es de 1,79. Por su parte, el análisis de su morfología (Fig. 1) indica que las partículas tienen una forma esférica y que cada una de ellas está constituida por múltiples partículas aglomeradas que forman una estructura porosa y en cuyas uniones se aprecian los cuellos característicos de los procesos de sinterización. De acuerdo a la Fig. 1a se pudo establecer que las partículas más pequeñas tienen un tamaño aproximado de 11 µm, por lo que este tamaño y las características de la Hidroxiapatita porosa contenidas en el software Jets et Poudres fueron empleados para realizar las simulaciones.
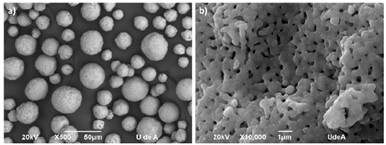
Figura 1: Morfología de los polvos de hidroxiapatita. (a) Descripción general de la forma y el tamaño. (b) Detalle de la superficie de una partícula, en la que se evidencia la aglomeración y sinterización de las múltiples partículas que la constituyen.
El análisis de fases realizado a partir del espectro de difracción de rayos X se muestra en la Fig. 2, el cual fue llevado a cabo utilizando el software High Score Plus y usando el patrón de difracción PDF 9-432, que presenta el principal plano de cristalización (211) en un ángulo 2θ cercano a 31,78°, además no se detecta la presencia de otras fases debido a que la totalidad de los picos corresponden a la fase Hidroxiapatita.
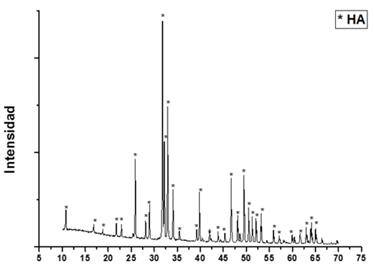
Figura 2: Espectro de DRX de los polvos utilizados para elaborar los recubrimientos.
3.2. Simulación de parámetros de proyección
Los resultados de la simulación llevada a cabo mediante el software Jets et Poudres para cada una de las condiciones del diseño de experimentos se muestran en la Tabla 2. Como puede observarse, para los tres tipos de llama evaluadas y a una distancia de 12 cm se obtuvieron valores de Sommerfeld que se encuentran en el rango entre 3 - 57,7 (condición en la que la partícula se deposita sin rebotar, ni formar salpicaduras) [5].
Fuente: Los autoresTabla 2: Resultado del diseño factorial empleado para las simulaciones
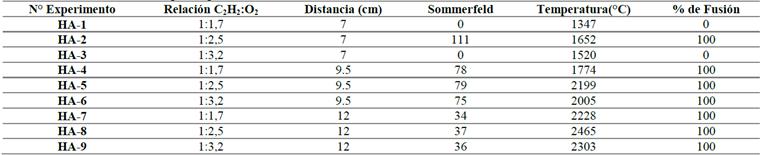
Para las demás distancias de proyección dichos valores fueron iguales a cero o superiores a 70. Como es evidente en esta misma tabla, el K-Sommerfeld equivale a cero cuando la partícula aún no ha alcanzado su temperatura de fusión (1570 °C), lo que podría hacer que rebotase al impactar con otra superficie también sólida. Esta condición se obtendría para partículas proyectadas a 7 cm del sustrato y con llamas tanto neutras como super-oxidantes. Por su parte, en las condiciones a las cuales el valor de Sommerfeld fue superior a 57,7 la salpicadura de las partículas será el comportamiento predominante una vez impacte con el sustrato.
Es importante tener en cuenta que en una llama neutra o estequiométrica obtenida a partir de una relación de oxígeno y acetileno (C2H2:O2) equivalente a aproximadamente 1:1,7 en volumen, se alcanza una temperatura máxima de 3113ºC a 1 atm de presión [5]. Por su parte, la adición de una exceso de oxígeno reduce la temperatura de la llama pero a su vez se obtiene una zona de reacción primaria (cono de la llama, que es la zona más caliente de ella) mucho más larga que en una llama estequiométrica, por lo que las partículas tienen un mayor tiempo de residencia en la zona más caliente de la llama y por lo tanto, pueden lograr un mejor calentamiento. Una cantidad muy alta del exceso de comburente (como en el caso de la llama super-oxidante), puede reducir demasiado la temperatura máxima de la llama y por lo tanto, el calor que se le puede aportar a las partículas puede ser insuficiente para completar su fusión [22]. Lo anterior permite entender por qué la máxima temperatura de la partícula se alcanza cuando es calentada en una llama oxidante con una relación en volumen de C2H2:O2 equivalente a 1:2,5. En lo que respecta al efecto de la distancia de proyección, también es evidente que para cada tipo de llama, a medida que aumenta dicha distancia, incrementa la temperatura de la partícula.
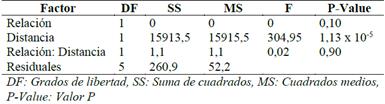
En el diseño de experimentos, el valor P permite probar la hipótesis nula, en la cual se supone que la influencia de la relación volumétrica de gases y de la distancia de proyección, en el parámetro Sommerfeld es cero y por lo tanto, si este valor P es menor que el nivel de significancia establecido (α), la hipótesis nula se rechaza y el factor tiene influencia en la variable respuesta. En la Tabla 3 se presenta el ANOVA del diseño factorial, en ella puede observarse que la distancia de proyección tiene una mayor influencia en el tratamiento termocinético de una partícula de HA con un diámetro de 11 µm, ya que el valor P es menor al nivel de significancia α=0,05, mientras que la relación de gases y la interacción entre estos dos factores no son significativos a la hora de evaluar el Sommerfeld. Comparando los tres tipos de llama no existen diferencias en el número Sommerfeld para una partícula de HA con un tamaño de 11 µm, pero si se analiza la temperatura que alcanza el material sometido a una llama con una relación de gases intermedia 1-2,5, ésta presenta una temperatura cerca de 200 °C por encima de las otras relaciones de gases, lo cual es importante a la hora de realizar una validación experimental, debido a que para elaborar los recubrimientos se emplean materias primas con una distribución de tamaño de partícula y al contar con partículas de mayor tamaño, esta mayor temperatura facilitarásu fusión.
Fuente: Los autoresTabla 3: Anova para el K-Sommerfeld
Debido a esto se procedió a realizar la validación experimental con las tres relaciones acetileno:oxígeno a una distancia de 12 cm, para las cuales el K-Sommerfeld se encuentra entre el rango de 3-57,7 (experimento HA-7, HA-8 y HA-9) y por lo tanto, predice la adhesión de las partículas proyectadas y por ende un buen empaquetamiento de los splats con una fusión total de las partículas. Así mismo, se depositaron dos recubrimientos adicionales a una distancia de 7,0 cm y con relaciones volumétricas de C2H2:O2 de 1:1,7 y 1:2,5 para los cuales el K-Sommerfeld es mínimo (equivale a cero) y máximo (equivale a 111) respectivamente (Experimentos HA-1 y HA-2 de la Tabla 2).
El modelo que describe el comportamiento del número adimensional de Sommerfeld para una partícula de Hidroxiapatita de 11 µm se presenta en la ecuación 4. El coeficiente de determinación para el modelo presentado fue R2=0,9839 con lo cual el modelo explica la variabilidad del Sommerfeld en un 98%.

De donde:
x, es la relación volumétrica de gases (1,7, 2,5 o 3,2),
y es la distancia de proyección [cm]
z, es el efecto combinado de las dos variables anteriores
3.3. Validación experimental
En la Fig. 3 se observan las imágenes SEM de la superficie de los recubrimientos, donde se evidencia la influencia del parámetro Sommerfeld en el comportamiento de las particulas una vez se depositan sobre el sustrato. El recubrimiento HA-1 (Fig. 3a) presenta principalmente en su superficie particulas sin fundir, lo cual concuerda con los datos obtenidos en las simulaciones que predicen que la temperatura que alcanzaría una partícula de 11 µm es insufisiente para su fusión y que su número Sommerfeld equivale a 0. Por su parte, el recubrimiento HA-2 (Fig. 3b) cuyo K-Sommerfeld fue superior a 100 tiene en su estructura una combinación de splats bien fundidos y salficaduras producto de la energia termocinetica excesiva con la que las partículas impactan el sustrato. Finalmente, la morfología de los recubrimientos HA-7, 8 y 9 (Fig. 3c) muestra la estructura deseada para un recubrimiento elaborado por proyección térmica con splat completamente fundidos y bien acoplados entre sí, además de la presencia de algunas grietas que son características del proceso de elaboración de los recubrimientos y que son producto de la contracción de los splats durante el enfriamiento. Dichas grietas no representan inconvenientes para el desempeño mecánico del recubrimiento.
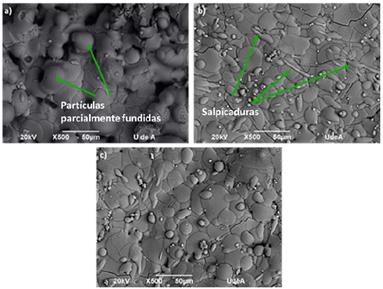
Figura 3: Imágenes SEM de la superficie de los recubrimientos, a) HA-1, b) HA-2 y c) Imagen representativa de las muestras HA-7, 8 y 9.
La resistencia mecánica de los recubrimientos se evaluó para las tres muestras que presentaron un valor de K-Sommerfeld entre 34 y 37 (HA-7, 8 y 9) y para aquella elaborada a partir de un tratamiento térmo-cinético de las partículas deficiente (HA-1, cuyo K=0). Es importante resaltar que este ensayo permite medir la resistencia adhesiva entre el sustrato y el recubrimiento o la resistencia cohesiva entre capas del mismo recubrimiento. Sin embargo, en todas las muestras evaluadas la falla fue adhesiva. En la Tabla 4, se presenta la resistencia adhesiva de los recubrimientos evaluados, donde puede observarse que la muestra HA-1 correspondiente a un valor de K-Sommerfeld igual a cero, presenta una resistencia adhesiva muy baja en comparación con aquellas cuyo K-Sommerfeld se encuentra entre 34 y 37 (HA 7, 8 7 y 9). La mayor resistencia adhesiva para estos últimos recubrimientos se logra gracias a la buena mojabilidad que tienen las partículas al impactar con el sustrato cuando el K-Sommerfeld se encuentra en un rango entre 3 y 57,7.
Fuente: Los autoresTabla 4: Propiedades mecánicas de los recubrimientos
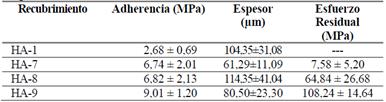
Por otro lado, al comparar los resultados de los recubrimientos depositados a partir de un tratamiento termo-cinético adecuado de las partículas (HA-7, HA-8 y HA-9), la condición HA-9 correspondiente a un tipo de llama superoxidante presenta una resistencia a la adhesión más alta. Este comportamiento se debe al esfuerzo de solidificación (quenching stress) propuesto por Brenner - Senderoff [5], el cual genera un contra esfuerzo compresivo en la interfaz sustrato-recubrimiento, el cual promueve la adhesión capa-sustrato [23].
Estos esfuerzos residuales en los recubrimientos elaborados mediante proyección térmica pueden generarse principalmente por tres razones: 1) diferencia entre los coeficientes de dilatación térmica del sustrato y del recubrimiento, 2) cambios de volumen por transformaciones de fase y 3) la combinación entre el enfriamiento rápido de los splat al entrar en contacto con el sustrato a menor temperatura (generando un esfuerzo tensil) y la compresión generada por las diferentes capas de material que se van depositando. Esta última combinación es denominada “quenching stress” y es la fuente que más aporta a los esfuerzos residuales de los recubrimientos elaborados por esta técnica [17,24].
El analisis de la sección transversal de los recubrimientos depositados permitió determinar que los espesores para los recubrimientos depositados varian entre 60-120 µm (Tabla 4), lo que los hace apropirados para ser utilizados en implantes biomédicos según la norma ISO 13779 [25].
En el caso de los recubrimientos de hidroxiapatita elaborados, los esfuerzos de tracción medidos son potencializados por el sistema de enfriamiento con aire a temperatura ambiente que se utilizó para la elaboración de las muestras, el cual incrementa la magnitud del esfuerzo de tensión producido y contrarresta los esfuerzos de compresión generados por el impacto de partículas sobre aquellas que ya se encuentran depositadas.
4. Conclusiones
El uso del software Jets et Poudres permite predecir mediante el parámetro K-Sommerfeld el comportamiento termocinético de una partícula de Hidroxiapatita al ingresar a una llama oxi-acetilénica, además determina la influencia de diferentes parámetros de proyección en las propiedades finales del recubrimiento como porcentaje de fusión, temperatura de deposición y el comportamiento de la partícula al impactar con el sustrato, convirtiéndose en una herramienta útil para los procesos de proyección térmica, minimizando así, los ensayos preliminares en búsqueda de parámetros de proceso adecuados que le confieran a los recubrimientos homogeneidad estructural y buen desempeño mecánico.
La validación experimental de los parámetros de proyección demostró la relación que existe entre el parámetro Sommerfeld y la adherencia de los recubrimientos de hidroxiapatita, estableciendo que la adhesión se ve potenciada cuando este parámetro se encuentra en un rango entre 34 y 37, el cual es adecuado para recubrimientos elaborados mediante proyección térmica. Por otro lado, fue necesario emplear el análisis de esfuerzos residuales con el fin de entender la diferencia en la resistencia adhesiva de los recubrimientos cuyo tratamiento termo-cinético de las partículas utilizadas como materia prima era similar, encontrando que en todos los casos un esfuerzo de tracción promueve la unión en la interfaz sustrato-recubrimiento y su magnitud influye proporcionalmente en la adhesión de los recubrimientos de Hidroxiapatita, de tal forma que el tipo de llama supeoxidante (1:3,2) permitió obtener la resistencia mecánica más elevada al producir un esfuerzo residual de tensión más alto en la capa de Hidroxiapatita depositada .
Agradecimientos
A los grupos de Investigación GIPIMME y GIMACYR, a la estratégia de sostenibilidad 2014-2015 aprobada al grupo GIPIMME, al proyecto CODI PRG-986 de la Universidad de Antioquia y a la empresa Industrias Médicas Sampedro.
Bibliografía
Referencias
Heimann. R.B., Structure, properties, and biomedical performance of osteoconductive bioceramic coatings. Surf Coatings Technol (233), pp. 27-38, 2013. DOI: 10.1016/j.surfcoat.2012.11.013.
Arcos, D., Calcium phosphate bioceramics. In: Vallet-Regi M, editor. Bioceram. with Clin. Appl., JohnWiley & Sons; 2014.
ASM International. Handbook of thermal spray technology. ASM International; 2004.
Pawlowski, L., The science and engineering of thermal spray coatings. Second Ed. 2008.
Fauchais, P.L, Heberlein, J.V.R. and Boulos, M.I., Thermal spray fundamentals. New York: Springer; 2014. DOI: 10.1007/978-0-387-68991-3.
Demnati, I., Grossin, D., Combes, C. and Rey, C., Plasma-Sprayed apatite coatings: Review of physical-chemical characteristics and their biological consequences. J Med Biol Eng., 34, pp. 1-7, 2014. DOI: 10.5405/jmbe.1459.
Levingstone, T.J., Ardhaoui, M., Benyounis, K., Looney, L. and Stokes, J.T., Plasma sprayed hydroxyapatite coatings: Understanding process relationships using design of experiment analysis. Surf Coatings Technol 283, pp. 29-36, 2015. DOI: 10.1016/j.surfcoat.2015.10.044.
Heimann, R.B., Tracking the thermal decomposition of plasma-sprayed hydroxylapatite. Am Mineral, 100, pp. 2419-2425, 2015. DOI: 10.2138/am-2015-5413.
Ben-Nissan, B., Advances in Calcium Phosphate Biomaterials. Vol. 2., Springer Heidelberg; 2014. DOI: 10.1007/978-3-642-53980-0.
Dorozhkin, S.V., Calcium orthophosphate coatings, films and layers. Prog Biomater. [online]. 1, 2012. DOI: 10.1186/2194-0517-1-1.
Pawłowski, L., The Science and Engineering of Thermal Spray Coatings. Firts Edit. 1995.
Mohseni, E., Zalnezhad, E. and Bushroa, A.R., Comparative Investigation on the Adhesion of Hydroxyapatite coating on Ti-6Al-4V Implant: A Review Paper. Int J Adhes Adhes. 48, pp. 238-257, 2013. DOI: 10.1016/j.ijadhadh.2013.09.030.
Jiang, Y., Liu, M., Wang, H.Y. and Mu, X.J., Recent development of experimental and numerical analysis of adhesion strength of thermal spray coatings. Mater Res Innov. 19, pp. S5-168-S5-172, 2015. DOI: 10.1179/1432891715Z.0000000001356.
Berndt, C.C. and Lugscheider, E.F., Thermal Spray 2001, New Surfaces for a New Millennium. Int. Therm. Spray Conf., Singapore: 2001.
Yang, K., Liu, M., Zhou, K. and Deng, C., Recent developments in the research of splat formation process in thermal spraying. J. Mater., 2013, pp. 1-14, 2013. DOI: 10.1155/2013/260758.
Escure, C., Vardelle, M., Fauchais, P., Experimental and theoretical study of the impact of alumina droplets on cold and hot substrates. Plasma Chem Plasma Process, 23, pp. 185-221, 2003. DOI: 10.1023/A:1022976914185.
Yang, Y.C., Influence of residual stress on bonding strength of the plasma-sprayed hydroxyapatite coating after the vacuum heat treatment. Surf Coatings Technol. 201, pp. 7187-7193, 2007. DOI: 10.1016/j.surfcoat.2007.01.027.
Mohammadi, Z., Ziaei-moayyed, A.A. and Mesgar, A.S., Grit blasting of Ti – 6Al – 4V alloy : Optimization and its effect on adhesion strength of plasma-sprayed hydroxyapatite coatings. J. Mater Process Technol., 194, pp. 15-23 2007. DOI: 10.1016/j.jmatprotec.2007.03.119.
Flame solutions. BOC. 2010, pp. 1-13.
Copete, H., López, M.E., Vargas, F., Echavarria, A. and Rios, T., In vitro evaluation of oxy-fuel thermal sprayed hydroxyapatite coatings onto Ti6Al4V substrates. DYNA, 80(177), pp. 101-107, 2013.
ASTM F1147. Standard Test Method for Tension Testing of Calcium Phosphate and Metallic Coatings. ASTM, [online]. 5 (2011), 2011. DOI:10.1520/F1147-05R11.2.
Soto-Martínez, D., Parra-Velásquez, C., López-Gómez, M.E., Vásquez-Jiménez, C.F. y Vargas-Galvis, F., Elaboración de recubrimientos base cobre sobre un sustrato de porcelana mediante proyección térmica con llama oxiacetilénica. Tecno Lógicas, 18, pp. 83-91, 2015.
Sampath, S., Jiang, X.Y., Matejicek, J., Prchlik, L., Kulkarni, A. and Vaidya, A., Role of thermal spray processing method on the microstructure, residual stress and properties of coatings: An integrated study of Ni-5 wt. % Al bond coats. Mater Sci Eng A., 364, pp. 216-231, 2004. DOI: 10.1016/j.msea.2003.08.023.
Kuroda, S. and Clyne, T.W., The quenching stress in thermally sprayed coatings. Thin Solid Films. 200, pp. 49-66, 1991. DOI: 10.1016/0040-6090(91)90029-W.
ISO. ISO 13779-2. Implants for surgery — Hydroxyapatite. Switzerland, 2008.
Cómo citar
IEEE
ACM
ACS
APA
ABNT
Chicago
Harvard
MLA
Turabian
Vancouver
Descargar cita
CrossRef Cited-by
1. M Ferrer, I H García, L F Rodríguez. (2019). Coating of tricalcium phosphates by flame spray. Journal of Physics: Conference Series, 1386(1), p.012024. https://doi.org/10.1088/1742-6596/1386/1/012024.
2. Juan Camilo Arango. (2022). ESTUDIO DE LOS PARÁMETROS DE PROYECCIÓN TÉRMICA DE POLVOS CERÁMICOS, A PARTIR DE SIMULACIONES NUMÉRICAS. Revista Colombiana de Materiales, 1(20), p.50. https://doi.org/10.17533/RCM/udea.rcm.n20a06.
3. O. Rojas, M. Prudent, M. E. López, F. Vargas, H. Ageorges. (2020). Influence of Atmospheric Plasma Spraying Parameters on Porosity Formation in Coatings Manufactured from 45S5 Bioglass® powder. Journal of Thermal Spray Technology, 29(1-2), p.185. https://doi.org/10.1007/s11666-019-00952-3.
Dimensions
PlumX
Visitas a la página del resumen del artículo
Descargas
Licencia
Derechos de autor 2017 DYNA

Esta obra está bajo una licencia internacional Creative Commons Atribución-NoComercial-SinDerivadas 4.0.
El autor o autores de un artículo aceptado para publicación en cualquiera de las revistas editadas por la facultad de Minas cederán la totalidad de los derechos patrimoniales a la Universidad Nacional de Colombia de manera gratuita, dentro de los cuáles se incluyen: el derecho a editar, publicar, reproducir y distribuir tanto en medios impresos como digitales, además de incluir en artículo en índices internacionales y/o bases de datos, de igual manera, se faculta a la editorial para utilizar las imágenes, tablas y/o cualquier material gráfico presentado en el artículo para el diseño de carátulas o posters de la misma revista.













