


Publicado
Aplicación de la gestión de riesgo a equipos y sistemas productivos
Implementation of risk management to equipment and productive systems
DOI:
https://doi.org/10.15446/dyna.v84n202.60863Palabras clave:
metodología, riesgo, riesgo residual, validación. (es)methodology, risk, residual risk, validation (en)
Recibido: 3 de noviembre de 2016; Revisión recibida: 24 de abril de 2017; Aceptado: 17 de agosto de 2017
Resumen
El presente trabajo tiene como objetivo establecer una metodología para el análisis de riesgo de equipos y sistemas productivos, así como identificar aquellos activos sujetos al proceso de validación. Se proporciona un conjunto de instrucciones que describen detalladamente los pasos a seguir para realizar el cronograma de validación con bases al riesgo residual. El estudio se realizó en el Centro Nacional de Investigaciones Científicas de Cuba, dirección de producción. El trabajo se basa en la implementación de la norma IEC 60812, análisis de los modos de fallo, efectos y criticidad (AMFEC). De conjunto con esta norma se utilizarán otros documentos indispensables para su aplicación como son la serie de normas IEC 60300-3-1 e IEC 61025. Entre los principales resultados se obtuvo el mapa de riesgo de la empresa y las acciones de control implementadas una vez identificado el riesgo residual. Estos resultados permitieron establecer el período mínimo indispensable para la validación de los sistemas tecnológicos de la empresa.
Palabras clave:
metodología, riesgo, riesgo residual, validación..Abstract
This paper aims to establish a methodology for risk analysis of equipment and production systems, and identify those assets subject to the validation process. It's provides a set of instructions that describing in detail the steps to perform a validation schedule with bases residual risk. The study was conducted at the National Center for Scientific Research of Cuba, production department. The work is based on the implementation of the IEC 60812 standard, analysis of failure modes, effects and criticality (FMEA). In partnership with this standard it was used other documents necessary for application as the series of standards IEC 60300-3-1 and IEC 61025. Among the main results was obtained the risk map of the company and were implemented control actions once identified residual risk. These results allow to establish the minimum period necessary for validation of technological systems of the company.
Keywords:
methodology, risk, residual risk, validation..1. Introducción
Los establecimientos que manejan sustancias peligrosas poseen, en general, elevados niveles de seguridad; sin embargo, la gravedad de los accidentes que pueden producirse en sus instalaciones, unida a la gran repercusión social y a la incertidumbre que generan, viene motivando que exista por parte de las autoridades competentes y del sector industrial una gran sensibilidad y manifiesta preocupación orientada a reducir los riesgos potenciales de estas actividades. Esto conduce a generar líneas de actuación y mecanismos que faciliten el desarrollo e implantación de medidas legales, técnicas, instrumentales, etc., que refuercen tanto las acciones preventivas como las dirigidas a mitigar las consecuencias de los accidentes [1,2].
A pesar de que la terminología relativa al análisis del riesgo se utiliza a menudo con escaso rigor, existe un elevado nivel de aceptación de los conceptos involucrados en los términos que se citan a continuación. En un contexto general “riesgo” se define como la probabilidad de ocurrencia de un evento adverso determinado sobre la salud humana, los bienes materiales o el medio ambiente, como consecuencia de la exposición a un “peligro” (ciertos productos químicos, tecnologías, fenómenos naturales, etc.) que puede materializarse a través de un suceso accidental. Se entiende por “análisis del riesgo” el uso de la información disponible para identificar los peligros existentes y estimar el nivel de riesgo presente. Por “evaluación de riesgos” se entiende el proceso por el cual se juzga la aceptabilidad del riesgo estimado. Finalmente, la “gestión de riesgos” es el proceso de decidir qué debería hacerse respecto a un peligro, a la población expuesta o a los efectos adversos, implantando la decisión y evaluando sus resultados [3,4].
Los métodos para la identificación de riesgos suelen estar basados en los principios de diseño, listados de verificación, buenas prácticas, experiencia y sentido común [5]. Sin embargo, no siempre brindan un grado de exploración suficientemente comprensivo de los escenarios donde existe la potencialidad para la ocurrencia de fallas.
Las técnicas de Identificación o Análisis de Riesgos pueden clasificarse a grandes rasgos de la siguiente manera:
-
Métodos Comparativos: se basan principalmente en el conocimiento adquirido en base a la experiencia. Las listas de verificación (checklists), el análisis histórico de accidentes, y los índices de riesgos son métodos comparativos [6].
-
Métodos Fundamentales: son formas estructuradas que ayudan a estimular a un grupo de personas a aplicar la previsión en conjunción con su conocimiento de las tareas, mediante la formulación de ciertas preguntas o el uso de palabras guía. Entre los ejemplos de este tipo de metodología se pueden citar los siguientes:
-
Diagramas Lógicos de Falla: son métodos que mediante gráficos representan la lógica de una falla (por ejemplo, Árboles de Falla y de Eventos) [16].
Virtualmente cualquier operación industrial en la que se utilice energía, maquinarias, productos químicos, etc., es potencialmente riesgosa, y los accidentes en el ámbito laboral, tales como caídas, electrocución, contacto con partes de equipos, etc., son comunes a la mayoría de las industrias.
El presente trabajo tiene como objetivo principal establecer una metodología para el análisis de riesgo de equipos y sistemas productivos, así como identificar aquellos activos sujetos al proceso de validación.
El proceso de validación se puede definir como la técnica mediante la cual se establece evidencia documentada, con alto grado de aseguramiento, de que un proceso específico proporciona en forma consistente un producto que cubre con las especificaciones predeterminadas y sus atributos de calidad [17-19].
Las Buenas Prácticas de Fabricación (BPF) exigen que los fabricantes identifiquen las tareas de validación que son necesarias para demostrar el control de los aspectos críticos de sus operaciones específicas [20]. Un paso fundamental en la toma de decisiones sobre cuál o cuáles son los equipos o sistemas que serán sometidos al proceso de validación es una tarea compleja en cualquier proceso, que generalmente se inicia con un análisis de criticidad.
El Análisis de Criticidad es una técnica que permite establecer la jerarquía o prioridades de procesos, sistemas y equipos, creando una estructura que facilita la toma de decisiones acertadas y efectivas, direccionando el esfuerzo y los recursos en áreas donde sea más importante y/o necesario [21,22]. En el caso bajo estudio el análisis de criticidad se obtendrá de una evaluación inicial de los riesgos presente en el proceso.
2. Materiales y métodos
Para el análisis de riesgo de los equipos y sistemas se utilizará la norma IEC 60812: 2006 elaborada por el comité técnico 56 de IEC: Confiabilidad, de acuerdo con las directivas ISO/IEC, parte 2. Esta norma internacional describe el análisis de los modos de fallo y sus efectos (AMFE) y al análisis de los modos de fallo, de sus efectos y criticidad (AMFEC) y proporciona una guía sobre cómo aplicarlos [23].
Todas las consideraciones cualitativas generales presentadas para el AMFE se aplicarán al AMFEC, puesto que este último es una extensión del anterior.
De conjunto con la norma IEC 60812: 2006, se utilizarán otros documentos indispensables para la aplicación de esta norma. Estas series de normas se utilizarán indistintamente para la supervisión y control del riesgo residual.
IEC 60300-3-1:2003. Gestión de la confiabilidad. Parte 3-1: Guía de aplicación. Técnicas de análisis de la confiabilidad. Guía metodológica [24].
IEC 61025: 2006. Análisis de árbol de fallos (AAF) [16].
2.1. Procedimiento para determinar la severidad o criticidad del sistema
Se trata de la asignación de valor a la falla en función del impacto que ocasiona al sistema, al ambiente, a la producción, a la seguridad de los operadores. Se basa en criterios previamente definidos por normas o criterios definidos por autoridades regulatorias, Ver Tabla 1.
Fuente: El autor.Tabla 1: Cuantificación de valores para determinar el impacto de equipos y sistemas productivos.

2.2. Procedimiento para determinar la ocurrencia o frecuencia de la falla
Es el valor asignado a la falla en función de que tan frecuente el modo de la falla ocurre como resultado de una causa específica. El número de clasificación de ocurrencia se representa en una tabla y en la medida de lo posible se basa en la frecuencia real de ocurrencia. Ver Tabla 2.
Fuente: El autor.Tabla 2: Cuantificación de la frecuencia de fallos en equipos y sistemas productivos.

2.3. Procedimiento para determinar la detección de la falla
Permite medir qué tan efectivo es el control para detectar y corregir la desviación no deseada en el sistema o equipo. Un valor muy elevado significa que no se está haciendo un control adecuado de los síntomas de la falla. Ver Tabla 3.
Fuente: El autor.Tabla 3: Cuantificación de valores para detectar la desviación no deseada en equipos y sistemas productivos.

2.4. Procedimiento para determinar el Número de Prioridad de Riesgo (NPR)
El NPR indica la prioridad con que se deben seleccionar las actividades para prevenir las ocurrencias de fallas que ocasionan los efectos.

2.5. Criterios de aceptación del riesgo
Según los valores asignados de Severidad, Ocurrencia y Detección de la falla, el valor de riesgo cuantitativo se encuentra en un intervalo de 0-1000. En la Tabla 4, se define el intervalo de clasificación del riesgo.
Fuente: El autor.Tabla 4: Intervalo de clasificación del riesgo.

2.6. Medidas para la supervisión y control del riesgo residual
-
Se incluirá en el cronograma de validación aquellos equipos que consten de 2 o más elementos cuyo Número de Prioridad de Riesgo Residual (NPRR) sea alto, moderado-alto o moderado-bajo (Equipos Crítico),
-
Se calificarán aquellos sistemas o elementos cuyo Número de Prioridad de Riesgo Residual (NPRR) sea alto o moderado-alto (Equipos Semi-Crítico),
-
Se implementarán procedimientos de mantenimiento preventivo a los equipos y sistemas cuyo Número de Prioridad de Riesgo Residual (NPRR) sea moderado-bajo (Equipos Semi-Crítico),
-
Se asistirán de forma correctiva a los equipos, elementos y sistemas cuyo Número de Prioridad de Riesgo Residual (NPRR) sea bajo (Equipos No Crítico),
-
Se listarán en el formato que se muestra a continuación aquellos equipos, elementos o sistemas propuestos a validación/calificación.
Ver Tabla 5.
Fuente: El autor.Tabla 5: Aplicación de la gestión de riesgo en el área de saponificación.

2.6. Frecuencia de validación
El tiempo máximo establecido para la validación dependerá del análisis de riesgo y por consecuente de la criticidad de los equipos y sistemas en el proceso
3. Resultados
El primer resultado está dirigido a identificar los equipos y sistemas en cada área productiva. Se describe su función principal, modo, efectos, causa de la falla potencial, los controles asociados a los activos; así como el número de prioridad de riesgo (NPR) y el número de prioridad de riesgo residual (NPRR). En la Tabla 6, se muestra el resultado del análisis en el área de saponificación (reacción química). Es válido destacar que el procedimiento planteado es el mismo para todos los activos de la empresa. A modo resumen solo se ilustra el resultado en un tipo de activo (los reactores químicos).
Fuente: El autor.Tabla 6: Plantilla resumen para listar las acciones tomadas una vez identificado el riesgo residual asociado.

Posteriormente se obtuvo el árbol de falla de cada activo cuyo número de prioridad de riesgo residual es superior a 120; o sea equipos de alto y moderado riesgo. El AAF es una herramienta importante en la investigación de problemas y riesgos potenciales ya que proporciona información para mejorar, modificar y optimizar a los equipos y sistemas. A continuación se ilustra el AAF para el activo antes mencionado.
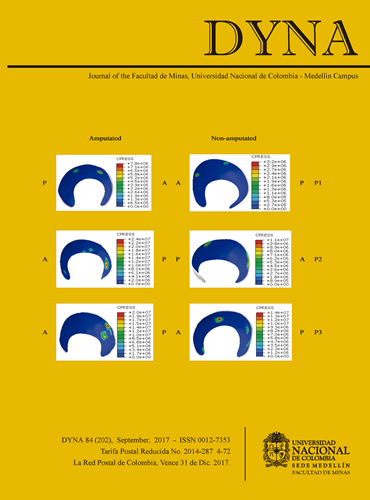
Una vez concluida las dos etapas anteriores se confeccionó el mapa de riesgo de la empresa. A continuación, se muestra en forma de radal los equipos y sistemas, críticos y semi-críticos de la empresa.
Finalmente se confeccionó la Tabla 7 que resume las acciones tomadas una vez identificado el riesgo residual asociado y aplicadas las acciones de control.
Fuente: El autor.Tabla 7: Resumen de acciones una vez identificado el riesgo residual asociado

4. Discusión
La Tabla 1 muestra el resultado del AMFEC en el área de saponificación. El objetivo de este proceso es transformar los ésteres carboxílicos, presentes en la cera refinada de caña, en alcoholes de alto peso molecular y en sales de ácidos, lo que se logra mediante una reacción química. La saponificación se realiza en el área número 1 de la planta de producción, la cual está estructurada en dos niveles con los siguientes equipos y sistemas.
En el nivel 2 están ubicados el tanque dosificador, el reactor químico (Saponificador), el variador de frecuencia, ventiladores axiales y los extractores centrífugos. En el nivel 1 está ubicados el escamador, los controles de temperatura, la bomba de KOH, la bomba de retorno de condensado, el disolutor y el tanque de recuperación de condensado. Ambos niveles son serviciados por los sistemas de distribución de agua, energía eléctrica, vapor y ventilación. Ver Fig. 3 para una mejor comprensión del proceso.

Figura 3: Proceso de saponificación.
El AMFEC permite identificar potenciales modos de falla y la severidad de sus efectos, las características críticas de los componentes y auxilia a los especialistas a identificar y priorizar productos y procesos, previniendo la ocurrencia de problemas. En la empresa bajo análisis los resultados del AMFEC permiten demostrar ante entidades regulatorias competentes, el control de cada elemento que forma parte del proceso productivo mediante documentos y acciones de seguimiento tomadas para reducir los riesgos. Adicionalmente el departamento de mantenimiento se auxilia de los resultados obtenidos en el AMFEC para la solución de problemas que pueden no haber sido considerados en la etapa de diseño de la tecnología; así como aumentar la seguridad, la disponibilidad y reducción de costos de mantenimiento.
Esta técnica permite al grupo de validación de la empresa, entre otras, establecer evidencia documentada, con alto grado de confiabilidad, de que un proceso específico proporciona en forma consistente un producto que cubre con las especificaciones predeterminadas y sus atributos de calidad.
La Fig. 1 muestra el árbol de falla para el reactor químico. Los árboles de fallas son representaciones gráficas organizadas que representan los factores causantes de un resultado adverso, definido como evento máximo. En el estudio se utilizó con el objetivo de representar de forma gráfica la secuencia de eventos que provocan la falla final del activo después de aplicar las medidas de control. En otras palabras es la técnica que se utilizó para la supervisión y control del riesgo residual.

Figura 1: Resultado del árbol de fallas en el tanque saponificador.
Esta técnica combinada con el análisis de modo de falla y efectos trae consigo diversos beneficios. El árbol de falla analiza cómo se llega al evento máximo y el análisis de modos de falla y efectos lo analiza desde sus eventos básicos. La combinación de técnicas deductivas e inductivas facilita el entendimiento y mejoramiento de los sistemas.
Adicionalmente existe una consistencia entre las dos técnicas:
Cualquier identificación de una falla en AMFEC tiene que ver con el evento máximo en un AAF, y esta identificación se toma como un punto singular de falla.
Cualquier punto singular de falla deberá ser identificado en el análisis de AMFEC.
El resultado de la implementación de los métodos anteriores, forma parte de las etapas de análisis y evaluación en el sistema de gestión de riesgo de la empresa.
La Fig. 2 muestra el mapa de riesgo de la empresa una vez concluido en proceso de análisis y evaluación de riesgo. Esta técnica permite visualizar de forma gráfica y resumida los elementos críticos en el sistema de forma cualitativa. En el estudio se representaron en el mapa de riesgo general los equipos y sistemas cuyo NPRR es superior a 120, equipos críticos y semi-críticos. Según la metodología planteada se pueden tomar diversas acciones para controlar el riesgo residual de la tecnología, como es el caso de la validación, la calificación o la confección de procedimientos de mantenimientos preventivos. En el caso bajo análisis se caracterizó una variedad de 47 equipos y 8 sistemas de distribución/generación, lo que representa un total de 849 elementos sujetos a evaluación en el proceso. Del total de equipos analizados se incluirán solo en el cronograma de validación el 9% de los mismos, se recalificarán el 13% de los sistemas y se le confeccionará o modificará los procedimientos de mantenimiento preventivos al 2% de los elementos de la empresa, ver Tabla 7.

Figura 2: Mapa de riesgo de la empresa.
La metodología aplicada permite re-direccionar, de esta forma los esfuerzos de trabajo hacia aquellos equipos, sistemas, elementos o partes que representen un alto grado riesgo para el proceso productivo. De esta forma es posible obtener un criterio para definir el intervalo o frecuencia de validación de los activos de la empresa.
Se comienza con una valoración del riesgo sin medidas de control con el objetivo de obtener el número de prioridad de riesgo NPR, a través de la cuantificación de los valores de severidad, ocurrencia y detección de la falla potencial. Posteriormente se realiza un análisis de los modos de fallo, de sus efectos y criticidad según la técnica AMFEC y se reevalúa el NPRR teniendo en cuenta aspectos de seguridad asociados a los activos, sistemas productivos y el medio ambiente. En este paso es posible utilizar cualquier técnica los métodos fundamentales siempre que permita la reevaluación del riesgo después de aplicadas las medidas de control. Se finaliza con una representación gráfica que proporciona información valiosa en la investigación de problemas y riesgos potenciales, de aquellos activos cuyo NPRR es superior a 120.
Según los resultados del análisis, y en consonancia con las normativas establecidas por la autoridad regulatoria nacional CECMED (Centro de Control Estatal de Medicamentos, Equipos y Dispositivos Médicos) se fija como tiempo máximo los siguientes períodos [25]:
-
Tiempo máximo de validación 4-5 años (equipos críticos y semicríticos),
-
Tiempo máximo de calificación 2-3 años (equipos semicríticos),
-
Actualización de procedimientos de mantenimiento preventivo cada 5 años (equipos semicríticos).
-
No obstante, siempre y cuando el proceso sufra una modificación considerable, debidamente documentado y justificado en el sistema de gestión de riesgo de la empresa; se procederá a reajustar el período de validación o calificación según aplique.
5. Conclusión
En el presente trabajo se trazaron diversas estrategias para evaluar el proceso de gestión de riesgo de equipos y sistemas en una empresa de producción industrial. El análisis permitió obtener un criterio práctico para proponer las acciones de control, según la técnica de gestión del riesgo residual utilizada. Como resultado final se obtuvo el intervalo de validación según los indicadores cuantitativos y cualitativos utilizados en el proceso de gestión de riesgo. La metodología propuesta permite además de organizar las acciones de trabajo, establecer prioridades en la gestión de la tecnología según los daños ocasionados al personal, a la planta física o al medio ambiente.
Referencias
Referencias
Tixiera, J., Dusserrea, G., Salvib, O., et al., Review of 62 risk analysis methodologies of industrial plants. Journal of Loss Prevention in the Process Industries, 15(4), pp. 291-303, 2002. DOI: 10.1016/S0950-4230(02)00008-6.
Khan, F.I. and Abbasi, S.A., Techniques and methodologies for risk analysis in chemical process industries. Journal of Loss Prevention in the Process Industries, 11(4), pp. 261-277, 1998. DOI: 10.1016/S0950-4230(97)00051-X.
ISO: 14971. Medical devices - Application of risk management to medical devices, (Standard). Second edition, 2007. 82 P.
ISO: 31000. Risk management. Principles and guidelines, (Standard). Second edition, 2010. 32 P.
Alvarez, O.L.E., Risk management: an integral administration strategy. Producción + Limpia, 4(2), pp. 103-102, 2009.
Malchaire, J., Clasificación de métodos de evaluación y/o prevención de riesgos por trastornos musculo esquelético, Intituto Sindical Europeo ISE, 2009. 47 P.
Dunjó, J., Fthenakis, V., Vílchez, J.A., et al., Hazard and operability (HAZOP) analysis. A literature review. Journal of Hazardous Materials, 173(1-3), pp. 19-32, 2009. DOI: 10.1016/j.jhazmat.2009.08.076.
Wang, F., Gao, J. and Wang, H., A new intelligent assistant system for HAZOP analysis of complex process plant. Journal of Loss Prevention in the Process Industries, 25(3), pp. 636-642, 2012. DOI: 10.1016/j.jlp.2012.02.001.
Liin, N., Lind, M., Jensen, N., et al., A functional HAZOP methodology. Computers & Chemical Engineering, 34(2), pp. 244-253, 2010. DOI: 10.1016/j.compchemeng.2009.06.028.
Kotek, L. and Tabas, M., HAZOP study with qualitative risk analysis for prioritization of corrective and preventive actions. Procedia Engineering, 42(1), pp. 808-815 2012. DOI: 10.1016/j.proeng.2012.07.473.
Aguilar, J.R., Torres, R. y Magaña, D., Análisis de modos de falla, efectos y criticidad (AMFEC) para la planeación del mantenimiento empleando criterios de riesgo y confiabilidad. Tecnología, Ciencia y Educación, 25(1), pp. 15-26, 2010.
Leeuwen, J.F., Nauta, M.J. and Kaste, D., Risk analysis by FMEA as an element of analytical validation. Journal of Pharmaceutical and Biomedical Analysis, 50(5), pp. 1085-1087, 2009. DOI: 10.1016/j.jpba.2009.06.049.
Oldenhof, M.T., Leeuwen, J.F., Nauta, M.J., et al., Consistency of FMEA used in the validation of analytical procedures. Journal of Pharmaceutical and Biomedical Analysis, 54(3), pp. 592-595, 2011. DOI: 10.1016/j.jpba.2010.09.024.
Leza, R., Análisis cuantitativo de riesgos, Intituto Argentino del petroleo y del gas IAPG, 2010. 16 P.
Automated Software Engineering. Proceedings ASE, (2000, IEEE). Practical large scale what-if queries: Case studies with software risk assessment, The Fifteenth IEEE International Conference on, 2000, pp. 165-173, DOI: 10.1109/ASE.2000.873661.
IEC: 61025. Fault tree analysis (FTA), (Standard). Second edition, 2006. 103 P.
WHO. Supplementary guidelines on good manufacturing practices: Validation, WHO Technical Report Series, No. 937, Geneva, 2006. 72 P.
WHO. Proposal for revision of the supplementary guidelines on good manufacturing practices, Appendix 7: Non-sterile process validation, Ginebra, 2013. 15 P.
ISPE. GAMP 5: Risk-Based approach to compliant GxP Computerized Systems. [online], Fifth ed., 2008, [Date Accessed 05 de mayo de 2013], Available at: www.techstreet.com/products/preview/1559506,
COMMISSION, E. The rules governing medicinal products in the european union, Guía de normas de correcta fabricación de medicamentos de uso humano y veterinario. Anexo 15: Cualificación y validación, 2010. 9 P.
Castillo, A.M., Brito, M.L. yFraga, E., Análisis de criticidad personalizados. Ingeniería Mecánica, 12(3), pp. 1-12, 2009.
Riveros, L.M., Diseño de un sistema de mantenimiento con base en análisis de criticidad y análisis de modos y efectos de falla en la planta de coque de fabricación primaria en la empresa Acerías Paz del Río S.A., Tesis de Máster, Universidad Pedagógica y Tecnológica de Colombia, 2009.
IEC: 60812. Analysis techniques for system reliability – Procedure for failure mode and effects analysis (FMEA), (Standard). Second edition, 2006. 93 P.
IEC: 60300-3-1. Dependability management - Part 3-1: Application guide - Analysis techniques for dependability - Guide on methodology, (Standard). Second edition, 2003. 126 P.
CECMED: Regulación No. 16-2006: SGC &BPF, (Standard). 2006. p.
Cómo citar
IEEE
ACM
ACS
APA
ABNT
Chicago
Harvard
MLA
Turabian
Vancouver
Descargar cita
CrossRef Cited-by
1. Mayumi Guendi Espinoza Santos, Atilio Rodolfo Buendia Giribaldi, Miguel Antonio Rojas Quispe, Graciela Chela Quispe Gonzales, Erika Mirella Gutierrez Sullca. (2020). Risk management focused on the improvement of the production process. Journal of Scientific and Technological Research Industrial, 1(2), p.16. https://doi.org/10.47422/jstri.v1i2.6.
Dimensions
PlumX
Visitas a la página del resumen del artículo
Descargas
Licencia
Derechos de autor 2017 DYNA

Esta obra está bajo una licencia internacional Creative Commons Atribución-NoComercial-SinDerivadas 4.0.
El autor o autores de un artículo aceptado para publicación en cualquiera de las revistas editadas por la facultad de Minas cederán la totalidad de los derechos patrimoniales a la Universidad Nacional de Colombia de manera gratuita, dentro de los cuáles se incluyen: el derecho a editar, publicar, reproducir y distribuir tanto en medios impresos como digitales, además de incluir en artículo en índices internacionales y/o bases de datos, de igual manera, se faculta a la editorial para utilizar las imágenes, tablas y/o cualquier material gráfico presentado en el artículo para el diseño de carátulas o posters de la misma revista.













