



Published
Designing and analysing parallel control for multifeed ternary systems
Diseño y análisis de control en paralelo para sistemas ternarios de múltiple alimentación
DOI:
https://doi.org/10.15446/ing.investig.v30n2.15727Keywords:
parallel, control, ternary system, column, reactor (en)control paralelo, sistema ternario, columna, reactor (es)
Downloads
This paper explores a parallel control structure for improving the behaviour of a chemical plant having recycling and multiple feed streams; a ternary system is taken as an example, having an A+B→C second-order irreversible reaction. Material recycling dynamics can induce the so-called snowball effect in the presence of disturbance in the feed stream. The snowball effect can be prevented by distributing load through the parallel control scheme. A control structure was thus proposed where product composition was regulated by means of simultaneous feedback manipulation of final column vapour boilup rate and reactor temperature. An extension was made for one reactor, one distillation column and recycle stream configuration. Nonlinear simulations showed that effective composition control could be obtained with moderate vapour boilup control efforts.
En este artículo se analiza una estructura de control paralelo para mejorar el comportamiento de una planta con corrientes de recirculación y múltiples alimentaciones, tomando como ejemplo un sistema ternario con reacción de segundo orden irreversible: A+B→C La dinámica inducida por el material reciclado puede provocar el llamado efecto bola de nieve ante la presencia de perturbaciones en la corriente de alimentación. Con el esquema de control paralelo el efecto bola de nieve se puede prevenir mediante la distribución de carga a través del proceso. Con este fin, se propone una estructura de control donde la composición del producto está regulada por medio de la manipulación simultánea de la relación de vapor de la columna final y la temperatura del reactor. Se realiza una extensión a proceso de un reactor, una columna de destilación y un flujo reciclado. Simulaciones no lineales muestran la efectividad del control de composición con esfuerzos de control de vapor moderados.
Rocío Solar-González1
1 Ingeniera química. M.Sc., en Ingeniería Química, Universidad Autonóma Metropolitana, México. Ph.D., en Ingeniería Química en la Universidad Autónoma Metropolitana, México. Vinculada a la División de Estudios de Posgrado, Universidad del Istmo, México. solgr@sandunga.unistmo.edu.mx
RESUMEN
En este artículo se analiza una estructura de control paralelo para mejorar el comportamiento de una planta con corrientes de recirculación y múltiples alimentaciones, tomando como ejemplo un sistema ternario con reacción de segundo orden irreversible: A+B→C La dinámica inducida por el material reciclado puede provocar el llamado efecto bola de nieve ante la presencia de perturbaciones en la corriente de alimentación. Con el esquema de control paralelo el efecto bola de nieve se puede prevenir mediante la distribución de carga a través del proceso. Con este fin, se propone una estructura de control donde la composición del producto está regulada por medio de la manipulación simultánea de la relación de vapor de la columna final y la temperatura del reactor. Se realiza una extensión a proceso de un reactor, una columna de destilación y un flujo reciclado. Simulaciones no lineales muestran la efectividad del control de composición con esfuerzos de control de vapor moderados.
Palabras clave : control paralelo, sistema ternario, columna, reactor.
ABSTRACT
This paper explores a parallel control structure for improving the behaviour of a chemical plant having recycling and multiple feed streams; a ternary system is taken as an example, having an A+B→C second-order irreversible reaction. Material recycling dynamics can induce the so called snowball effect in the presence of disturbance in the feed stream. The snowball effect can be prevented by distributing load through the parallel control scheme. A control structure was thus proposed where product composition was regulated by means of simultaneous feedback manipulation of final column vapour boilup rate and reactor temperature. An extension was made for one reactor, one distillation column and recycle stream configuration. Nonlinear simulations showed that effective composition control could be obtained with moderate vapour boilup control efforts.
Keywords: parallel, control, ternary system, column, reactor.
Recibido: mayo 21 de 2009 Aceptado: junio 11 de 2010
Introducción
Una planta química incluye unidades que operan independientemente, tales como reactores, columnas de destilación, intercambiadores de calor, etcétera. Existe una clara diferencia entre el comportamiento en estado estacionario y dinámico de estas unidades cuando se utilizan en un sistema interconectado, especialmente si hay un reciclaje en la planta. Aunque el reciclaje reduce el costo, también tiene algunas desventajas desde el punto de vista de control; Luyben (1994) demostró que los cambios en la concentración y el caudal de alimentación pueden provocar el fenómeno de bola de nieve en los procesos con recirculación. El efecto bola de nieve, que implica un ligero cambio en el flujo de entrada, causa un cambio significativo en el flujo recirculado. Este efecto puede actuar como una retroalimentación positiva y causar inestabilidad de todo el sistema. Para la prevención del efecto bola de nieve, la idea de un control equilibrado es sugerido por Wu y Yu (2003) y Hung et al. (2006). Mediante un control equilibrado se distribuye el efecto de la carga en diferentes partes del proceso. Esto mejora la capacidad de la estructura de control para su recuperación ante cargas y perturbaciones de grandes magnitudes (Alizadeh et al., 2006).
Siguiendo estas ideas, tomamos como ejemplo el proceso considerado por Tyreus Luyben (1993) con una reacción de segundo orden A+B→C . Dos reactivos A y B se alimentan, por separado, a un reactor agitado de tanque continuo, que opera isotérmicamente. La velocidad de reacción puede ser expresada como
Rc=VRkzAzB (1)donde Rc es la velocidad de reacción del producto C , k es la velocidad de reacción específica, zAy zB son las fracciones molares de los reactivos A y B en el reactor y VRes el volumen del reactor. Como se ha señalado por Tyreus y Luyben (1993), los "moles" no se conservan en este sistema porque la reacción no es equimolar.
El efluente del reactor se supone como un líquido saturado y contiene una mezcla ternaria de A , B y C debido a que algo de A y B permanece sin reaccionar. En la mezcla ternaria, A es el componente ligero, B es el componente pesado y C el producto intermedio. Esto produce un diagrama de flujo de proceso con dos columnas y dos corrientes de recirculación, tal como se esquematiza en la Figura 1. Las volatilidades de los componentes se supone que son αA=4,αB=1 y αC=2. Asumimos que el componente B , el más pesado, se recicla desde el fondo de la primera columna (en la corriente B1 ) retornando al reactor. El componente A , el más ligero, se recicla desde la parte superior de la segunda columna (en la corriente D2 ) nuevamente al reactor. La Figura 1 muestra la nomenclatura utilizada en este trabajo.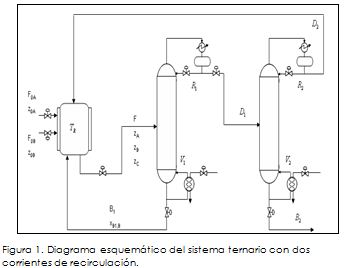
La velocidad de reacción global depende del producto de las dos concentraciones z1 y z2 . Si disminuye una de las composiciones la otra tiene que aumentar para mantener la misma productividad. Esta interacción entre las dos composiciones puede producir grandes cambios en el flujo de reciclaje requerido.
Acá se propone utilizar las variables extensivas (por ejemplo, los caudales) para equilibrar uniformemente el trabajo entre las unidades de proceso ante cambios en las corrientes de entrada del proceso. Esto es similar al enfoque de Georgakis (1986), donde las variables intensivas se mantienen constantes a diferentes condiciones de operación.
La distribución del trabajo de control se realiza mediante la búsqueda de un par uno a uno de una salida controlada y una entrada manipulada. Por otra parte, en los sistemas ternarios con dos corrientes de recirculación, sistemas de control descritos en la literatura mantienen constante la temperatura del reactor mediante la manipulación del caudal de enfriamiento de la chaqueta (véase, por ejemplo, Cheng y Yu, 2003). Sin embargo, la temperatura del reactor es una variable intensiva que se puede variar (a través de manipulaciones retroalimentadas) con el fin de inducir cambios significativos en la composición con esfuerzos de control relativamente pequeños en estado estacionario relativamente pequeños. La temperatura del reactor puede ser considerada como un grado de libertad adicional posible de ser explotado, dentro de un rango de operación segura, para mejorar el rendimiento del proceso de control. Esto es planteado por Luyben (1994), quien propone que no es necesario mantener el reactor a una temperatura constante.
Un problema interesante a estudiar es la forma de manipular la temperatura del reactor para aliviar el esfuerzo de control empleado por la estructura de control de retroalimentado base sobre las variables extensivas. Este trabajo se centra en ese problema mediante la exploración de una estructura de control alternativo para el control de los sistemas ternarios con dos corrientes de recirculado. Así, se plantea una estructura de control paralelo para distribuir el esfuerzo de control entre el reactor y la segunda columna de destilación. La idea es manipular simultáneamente la temperatura del reactor y la tasa de vapor en la segunda columna de destilación para regular la composición del producto. Como resultado, las perturbaciones en la composición del flujo de entrada se reducen por medio de cambios relativamente pequeños en la temperatura del reactor.
Rigurosas simulaciones muestran que la efectividad del control no lineal de composición puede ser obtenida con esfuerzos de control del vapor moderados ante perturbaciones en la composición de las corrientes de alimentación.
Control del sistema ternario
Se estudia el caso del control de un sistema con un reactor, dos columnas de destilación y dos corrientes recirculadas. Uno de los problemas más importantes es el de seleccionar una estructura de control (es decir, el par entrada/salida) con el fin de garantizar una estabilidad satisfactoria (por ejemplo, el seguimiento de trayectorias amortiguadas) y la regulación (verbigracia, el rechazo de perturbaciones con "pequeños esfuerzos de control"). Como se mencionó enlas estructuras de control reportadas hasta la fecha se han basado en un esquema de par uno a uno, es decir, una entrada manipulada se utiliza para regular una salida controlada. A fin de proponer una estructura de control redundante (esto es, rectangular) para mejorar el rendimiento de control, en este trabajo partimos de la estructura de control no redundante propuesta por Cheng y Yu (2003), donde se supone que el volumen del reactor (VR ) es constante. La estructura de control tiene las siguientes características:
-La tasa de producción está determinada por la alimentación de A (FOA ).-El volumen del reactor se mantiene constante mediante el control del efluente del reactor (F ).
-La relación de recirculación de la primera columna (B1/FOA ) se fija.
-La composición de fondos de la primera columna (XB1,B ) es controlada cambiando la relación de vaporización (V1/B1 ) en la primera columna de destilación.
-El nivel del fondo en la primera columna se controla mediante la manipulación de la alimentación inicial del reactivo B (FOB ).
-La relación de reflujo de la primera columna (R1/D1 ) se fija.
- composición del producto (XB2C ) se lleva a cabo mediante la manipulación de la relación de vaporización de la segunda columna (V2/B2 ).
-La relación de reflujo de la segunda (R2/D2 ) es fija.
Debe tenerse en cuenta que sólo las variables extensivas (por ejemplo, los caudales) se utilizan como entradas manipuladas. En particular, la temperatura del reactor se mantiene constante. La razón detrás de la estructura de control de Cheng y Yu (2003) es la obtención de un esfuerzo de control equilibrado a lo largo del diagrama de flujo de proceso mientras satisface la calidad del producto (XB2C ) requerida. La planta fue diseñada según lo sugerido por Elliot y Luyben (1996), asumiendo una densidad y peso molecular constantes, flujo equimolar, bandejas teóricas, condensadores totales y rehervidores parciales. La acumulación en los platos y el tiempo de hidráulico constante se calcularon mediante la fórmula de presa de Francis, suponiendo una 1-in de altura de la presa. Todas las corrientes de alimentación se suponen como líquido saturado. Los tanques de reflujo y base de la columna fueron calculados para proveer 5min de retención resultante de los caudales respectivos en estado estacionario. Los valores para el diseño son obtenidos de los valores nominales empleados y reportados por Tyreus y Luyben (1993). Mediciones de retrasos para el flujo, temperatura y composición fueron tomadas como 0.1,1 y 6min , respectivamente.
El lazo de control consiste de un compensador PI basado en un modelo de respuesta al escalón (de primer orden, con el tiempo de retardo), sintonizado con las guías de ajuste IMC reportadas por Skogestad (2003) con constantes de tiempo preestablecidas de lazo cerrado, tomado como max[0.75τ0,Φ] , donde τ0 es la constante de tiempo a lazo abierto y Φ es el retardo de lazo. Se advierte que, si bien la regulación de la composición del producto se obtiene, la respuesta presenta un comportamiento oscilatorio, lo cual puede deberse al hecho de que la regulación de XB2C se basa únicamente en la manipulación de la velocidad de vapor de la segunda columna de destilación. De esta forma, la calidad del lazo de control del producto es incapaz de dar una respuesta rápida a las perturbaciones de alimentación, que afectan todo el proceso con un posterior desbalance del trabajo en los diferentes equipos de proceso. Una forma posible de remediar esta situación es mediante la introducción de una especie de compensación anticipatoria para proporcionar una acción de control avanzada ante las perturbaciones de alimentación. Una segunda alternativa es volver a equilibrar el trabajo en los diferentes equipos para reducir los efectos de las perturbaciones de alimentación en la dinámica de la calidad del producto. En la siguiente sección vamos a demostrar que una mejora de control puede obtenerse mediante la incorporación de la temperatura del reactor, como variable secundaria manipulada, para regular la composición del producto en colabo-ración con la relación de vaporización de la segunda columna.
Metodología de control paralelo
Para diseñar un controlador de retroalimentación para la manipulación simultánea de la temperatura del reactor TR y la relación de vapor V2 , se formula un modelo rectangular entrada/salida de la siguiente manera:
y(s)=G(s)u (2)
donde G (s) denota el modelo de la planta de proceso, y (s) las mediciones y u (s) las entradas manipuladas. Para este caso se tiene
G(s)= [K1,1/τ1,1S+1 K1,2/τ1,2S+1] (3)donde y(s)=ΔxB2,c(s) es la salida regulada,u1(s)=ΔV2(s) y u2(s)=ΔTR son las entradas manipuladas. En este caso no cuadrático, se debe especificar una estrategia de control adicional para u2 . Una alternativa es utilizar una técnica de regularización de la cuadratura del sistema de control rectangular. Siguiendo las ideas de Monroy et al. (2004), se propuso dividir la entrada/salida del modelo introduciendo un parámetro β , de la siguiente manera:
y1(s)=βG1(s)u1(s) y2(s)=(1-βG2(s)u2(s) (4)
donde y(s)=y1(s)+y2(s) , y y1=βy(s) y y2=(1-β)y(s) son las salidas virtuales,βЄ[0,1] es la segmentación.
De esta manera, si el objetivo de control es y(s)→ysp(s) , donde ysp(s) es la señal de consigna, el objetivo de control del sistema segmentado en (2) es:
y1(s)→ysp,1(s) y y2(s)→ysp,2(s) (5)
Por lo tanto, si los dos objetivos de control dados por la ecuación (3) se logran alcanzar, entonces y(s)→ysp(s) está garantizada. Nótese que, dado que la ecuación (2) es un sistema de control de desacoplado, y las funciones de transferencia G1(s) y G2(s) son estables, el objetivo de control se puede lograr con dos compensadores PI (también sintonizados como en la configuración de control no redundante).
Obsérvese que cuando β= 0 la temperatura del reactor se mantiene en su valor nominal TR- y los esfuerzos de control dinámicos y estacionarios son ejecutados por el controlador de la segunda columna de destilación. Esto se corresponde con el esquema de control convencional descrito en la sección anterior. Cuando 0<β<1 , ambos controladores tienen una contribución no trivial para la regulación de la composición del flujo de fondos. De esta manera, el sistema propuesto de control paralelo tiene la estructura de un controlador equilibrado para 0<β<1 . Conforme β se incrementa, el trabajo mayor de procesamiento es ejecutado por el reactor, dejando menos esfuerzo de control (es decir, me-nos uso de vapor) en la segunda columna de destilación.
Al igual que en el caso cuadrático, los valores pertinentes para el diseño del controlador paralelo se obtuvieron del modelo de entrada/salida con respuesta al escalón alrededor del punto nominal de funcionamiento y suponiendo modelos estables de primer orden. Asumimos una perturbación en la composición de alimentación de 8%en la composición de la corriente de alimentación FOA . Refiriéndose a la Figura 2, el esquema de control convencional (es decir, β= 0 ) muestra una ligera oscilación en las corrientes de recirculación. La composición del producto Cen la parte inferior de la columna 2converge en primer lugar a 0.9803, y luego va a 0.9897hasta llegar al punto de ajuste después de 30h. Téngase en cuenta que la composición del componente A en el reactor disminuye de 0.1299a 0.1225en cerca de 20h.
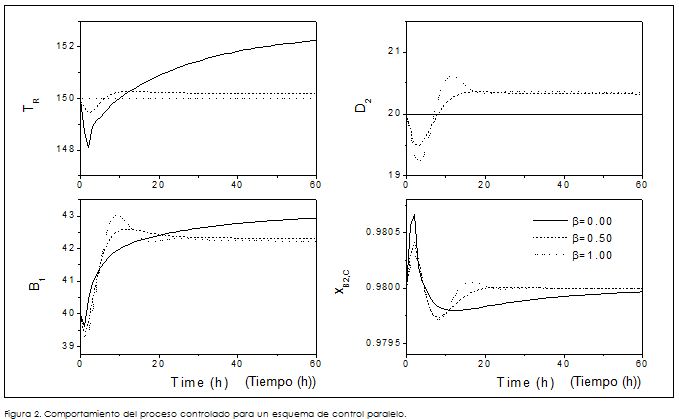
Cuando la composición del producto Cse controla por medio de la temperatura del reactor (es decir, β= 1 ) se obtienen las siguientes observaciones: la composición en el reactor del componente A lentamente converge a un valor de 0.116y el componente B va de 0.2538a 0.2675en 80h; obsérvese que los flujos B1 y D2 tienen un buen comportamiento dinámico. Sin embargo, la temperatura del reactor se mueve de 150Fa 148.5Fen las primeras 5h, y empieza a aumentar de una manera suave a un valor de 152.5Fen 80h. La composición del componente C en el producto final de la segunda columna presenta un sobretiro en las primeras 2hy luego converge a la consigna a través de un sub impulso para alcanzar el punto de ajuste en cerca de 100h.
Esto demuestra que el uso de la temperatura del reactor como variable manipulada para controlar la composición del componente C en el producto final de la columna 2proporciona un comportamiento de control lento pero estable en toda la planta. Como se muestra en la Figura 2, el uso de control paralelo propuesto con β= 0.5 combina las características deseadas del sistema de control convencional y el esquema de control de temperatura del reactor, proporcionando un esquema de control con un comportamiento mejorado.
Con las simulaciones anteriores hemos demostrado que un sistema de control paralelo basado en el parámetro habituado β es capaz de proporcionar un esfuerzo de control distribuido entre la operación del reactor (a través de transformaciones químicas) y la segunda columna (mediante separaciones físicas). Cuanto mayor sea el valor de β , mayor será el trabajo de procesamiento ejecutado por el reactor. De esta manera, una vez que los bucles de control simple se han sintonizado, β es el único parámetro que debe ser afinado para obtener una distribución adecuada del trabajo de procesamiento. Una selección sistemática de los parámetros de ajuste debería basarse en criterios adicionales que implican, por ejemplo, las consideraciones económicas y de seguridad.
Extensión del sistema ternario a un flujo de reciclaje
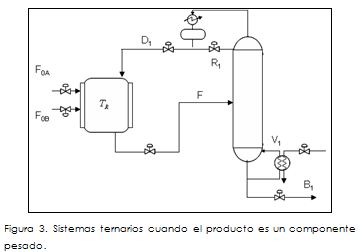
Hasta ahora hemos investigado los sistemas ternarios con dos columnas de destilación y dos corrientes de recirculación. El proceso de configuración es el resultado de la distribución de los puntos de ebullición (es decir, el producto C es el componente clave intermedio). Existen casos en que el producto C puede ser el más ligero o más pesado de los componentes. Considerando nuevamente la reacción elemental de segundo orden, si el producto C es el componente clave más pesado o ligero, respectivamente, puesto que las volatilidades relativas de ambos reactantes son adyacentes entre sí, sólo tenemos una columna de destilación en la estructura de reciclaje, como se muestra en la Figura 3.
Cuando el producto es el componente clave pesado los reactivos ligeros se reciclan en la parte superior de la primera columna (y sólo se tiene una columna), una situación similar se aplica al caso del componente clave ligero.
Siguiendo un procedimiento similar al anterior, partiendo de la estructura de control no redundante propuesta por Cheng y Yu (2003), la estructura de control tiene las siguientes características:
-La tasa de producción se establece por el flujo de alimentación de B(FOA) .
-El volumen del reactor se controla en el efluente del reactor F .
-La relación de flujo reciclado total DTOT=FOB+D está relacionada por FOB
-El nivel de los fondos de la columna se controla mediante la manipulación de la tasa de flujo del producto B .
-La relación de reflujo de la columna es fija R/D .
-El nivel del tanque de reflujo de la columna se controla mediante la manipulación de la alimentación inicial del reactivo A(FOA )
-La composición del producto XB,C se mantiene mediante la manipulación de la relación de vaporización de la columna V/B .
La respuesta de lazo cerrado para incrementar la producción indican claramente que la estructura de control es operable en la distribución de reactivos parciales a baja conversión. Compensadores clásicos PI sintonizados con las guías del IMC se llevaron a cabo en los lazos, y se muestra el desempeño de la configuración de control convencional en la Figura 4. Nótese que si una composición zA o zB disminuye la otra tiene que aumentar para mantener la misma productividad. Esta interacción entre las dos composiciones puede producir grandes cambios en los flujos recirculados.
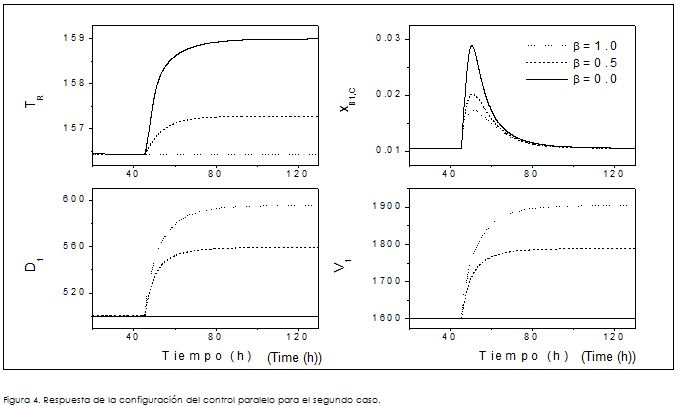
Siguiendo los resultados del reactor con dos columnas, seleccionamos el de control entrada/salida de la siguiente manera: 1) utilizar la tasa de vapor V para regular la composición del fondo XB1,C , y 2i) el uso de la temperatura de la chaqueta Tj , que regula la temperatura del reactor en un punto de ajuste. A continuación registramos el funcionamiento del sistema de control equilibrado propuesto, la Figura 4 contiene la respuesta para un cambio del 20% en la composición de la alimentación. El objetivo es alcanzar la regulación sin cambios excesivos en la temperatura del reactor. Obsérvese también que, a medida que el procesamiento de trabajo se lleva a cabo por el reactor, la respuesta es más lenta, principalmente a causa de los efectos indirectos de la temperatura del reactor en la composición del flujo de fondo. En la Figura 4 se señalan los valores de los caudales D1 y V1 para diferentes valores de β . Como era de esperar, para un mayor trabajo de procesamiento llevado a cabo por el reactor, la sensibilidad de los flujos de la columna ante cambios en la alimentación se reduce significativamente.
Los resultados de las simulaciones revelan que el régimen de control paralelo es capaz de distribuir automáticamente el impacto positivo de transformación en el reactor y la columna de separación.
Conclusiones
En este trabajo, el control para un sistema ternario con el reciclaje y la alimentación múltiple ha sido considerado. El esquema de control propuesto es diseñado mediante metodologías de control paralelo para distribuir de manera sistemática el esfuerzo de control entre las diferentes unidades de proceso. Las principales perturbaciones son los cambios en los flujos y en la composición de alimentación. El objetivo es manipular simultáneamente la tasa de vapor en la columna de destilación y la temperatura del reactor, con lo que el trabajo de procesamiento se distribuirá en ambos equipos. La ejecución de esta estructura de control se compara con un esquema de control propuesto en la literatura. Resultados de la simulación indican que en la estructura de control propuesta se obtienen respuestas dinámicas más rápidas.
Nomenclatura
Bi : Flujo de fondos de la columna i Di :Flujo de destilado de la columna i FOA :Flujo de destilado de la columna A FOB :Flujo de destilado de la columna B F : Efluente de reactor k : Velocidad de reacción Ri : Reflujo de la columna i TR :Temperatura del reactor Vi : Flujo del vapor en la columna i VR : Volumen del reactor en moles XB,kj :Composición de fondos en la columna k(fracción mol del componente j) XD,kj :Composición de destilado en la columna k (fracción mol del componente j) zj :Composición del reactor para el componente j ((fracción mol)
Bibliografía
Alizadeh, A. M., Reza, M. P., Shanrokhi, M., Analysis of control structure for recycled reaction/separation processes with first order reaction., Petroleum and Coal, Vol. 48, 2006, pp. 48-60.
Cheng, Y. C., Yu, C. C., Optimal region for design and control of ternary systems., AIChE J., Vol. 49, 2003, pp. 682-705.
Elliot, T. R., Luyben, W. L., Quantitative assesment of controllability during the design of a ternary system with two recycle streams., Ind. Eng. Chem. Res., Vol. 35, 1996, pp. 3470-3479.
Georgakis, C., On the use of extensive variables in process dynamics and control., Chem. Eng. Sci., Vol. 41, 1986, pp.1471-1484.
Hung, C., Chen, Y., ward J.D. , Yu, C., Dynamics of processes with recycle: Multifeed ternary systems., Ind. Eng. Res., Vol. 45, 2006, pp. 8864-8677.
Luyben, W. L., Snowball effects in reactor/separator processes with recycle., Ind. Eng. Chem. Res., Vol. 33, 1994, pp. 299-305.
Monroy-Loperena, R., Solar, R., Alvarez-Ramirez, J., Balanced control scheme for reactor/separator processes with material recycle., Ind. Eng. Chem. Res., Vol. 43, 2004, pp. 1853-1862.
Tyreus, B.D., Luyben, W. L., Dynamics and control of recycle systems. 4. Ternary systems with one and two recycle streams., Ind. Eng. Chem. Res., 32, 1993, pp.1154-1162.
Designing and analysing parallel control for multifeed ternary systems
Rocio Solar-González1
1 Chemical Engineer. M.Sc., in Chemical Engineering, Universidad Autonóma Metropolitana, Mexico. Ph.D., in Chemical Engineering, Universidad Autónoma Metropolitana, Mexico. Member, Division of Graduate Studies, Universidad del Istmo, Mexico. olgr@sandunga.unistmo.edu.mx
ABSTRACT
This paper explores a parallel control structure for improving the behaviour of a chemical plant having recycling and multiple feed streams; a ternary system is taken as an example,having an A+B→C second-order irreversible reaction. Material recycling dynamics can induce the so-called snowball effect in the presence of disturbance in the feed stream. The snowball effect can be prevented by distributing load through the parallel control scheme. A control structure was thus proposed where product composition was regulated by means of simultaneous feedback manipulation of final column vapour boilup rate and reactor temperature. An extension was made for one reactor, one distillation column and recycle stream configuration. Nonlinear simulations showed that effective composition control could be obtained with moderate vapour boilup control efforts.
Keywords: parallel, control, ternary system, column, reactor.
Received: may 21th 2009
Accepted: jun 11th 2010
Introduction
A chemical plant includes independent operating units such as reactors, distillation columns, heat exchangers and so on. There is a distinct difference between these units' steady state and dynamic behaviour when they are used in an interconnected system,especially when recycling is used in a particular chemical plant. Although recycling reduces costs, it has some disadvantages from the control point of view. Luyben (1994) has shown that changes in concentration and feed flow rate may result in the snowball phenomenon for processes involving recycling. The snowball effect implies that a slight change in inlet feed flow rate causes a significant change in recycling flow rate. This effect may act as positive feedback and cause the whole system to become unstable. The balanced control idea was thus suggested by Wu and Yu(2003) and Hung et al., (2006) for preventing the snowball effect. Balanced control means distributing the effect of load throughout different parts of the process; this improves control structure ability regarding load rejection and rejecting disturbance exceeding larger magnitude thresholds (Alizadeh et al., 2006).
The process considered by Tyreus and Luyben (1993) having an A+B→C second-order reaction has thus been taken as an example. Two reactants A and B were fed, separately, to a isothermally-operated continuous stirred-tank reactor. Reaction rate was expressed as:
where RC was the reaction rate of product C , k was the specific reaction rate,zA and z B were the mole fractions for reactants A and B in the reactor and V R was reactor holdup. As pointed out by Tyreus and Luyben (1993), the moles were not conserved in this system because the reaction was not equimolar.
Reactor effluent was assumed to be a saturated liquid containing a ternary mixture of A , B and C , because some A and B remained unreacted. A was the light component in the ternary mixture, B was the heavy component and product C was an intermediate boiler. This produced a process flowsheet having two columns and two recycle streams, as sketched in Figure 1 . Component volatilities were assumed to be αA=4,αB=1 and αC=2. It was assumed that component B (the heaviest) was recycled fromthe bottom of the first column (in stream B1 ) back to the reactor. Component A (the lightest) was recycled from the top of the second column (in stream D2 ) back to the reactor. Figure 1 gives the nomenclature used in this work.

Figure 1. Schematic diagram of a ternary system having two recycle streams.
The overall reaction rate depended on the product of the two concentrations z 1 and z2 ; if one composition became decreased, then the other had to become increased to maintain the same productivity. Such interplay between the two compositions could produce large changes in the required recycle flow rates.
This work thus proposes that extensive variables (e.g. flowrates) be used to balance work evenly amongst process units as process inlet streams change. This is similar to Georgakis's approach (1986) where intensive variables were kept constant in different operating conditions.
The control work was distributed by looking for suitable controlled output and manipulated input one-to-one pairing. On the other hand, reactor temperature is kept constant by manipulating the jacket coolant flow rate in ternary systems having two recycle streams control schemes reported in the literature (see, for instance,Cheng and Yu, (2003). However, reactor temperature is an intensive variable which may be varied (via feedback manipulations) to induce significant composition changes having relatively small steady-state control efforts. Reactor temperature can be considered as being an additional degree of freedom which can be exploited (within a safe operating range) to enhance controlled process performance. Luyben (1994) has stated that the reactor does not need to be kept at a constant temperature.
An interesting problem concerns studying how to manipulate reactor temperature to alleviate the feedback control structures' control effort based just on extensive variables. This work focuses on this problem by exploring an alternative control structure for controlling ternary systems having two recycle streams. A parallel control structure has been used for distributing control effort between the reactor and the second distillation column. The idea was to simultaneously manipulate reactor temperature and vapour boilup rate in the second distillation column to regulate process product composition. Input stream composition disturbance thus became reduced by means of relatively small changes in reactor temperature.
Rigorous nonlinear simulations have shown that effective composition control can be obtained with moderate vapour boilup control efforts in the event of composition disturbances in feed composition streams.
Ternary system control
Control for a system having a reactor, two distillation columns and two recycle streams was studied. One of the most important problems was to select a control structure (i.e. input/output pairing) to guarantee satisfactory stabilisation (e.g. smooth setpoint tracking) and regulation properties (e.g. rejecting disturbances having small control effort). As mentioned in the introduction, control structures reported so far have been based on a one-to-one pairing scheme. That is, manipulated input is used for regulating a regulated output. This work has departed from the non-redundant control structure proposed by Cheng and Yu (2003), where reactor holdup ( VR ) is assumed to be constant, to propose a redundant (i.e. rectangular) control structure to improve control performance. Such control structure had the following features:
-The production rate was set by the fresh feed of A (F0A );
-Reactor holdup was kept constant by controlling reactor effluent flow rate ( F );
-The recycle ratio of the first column (B1/FOA ) was fixed;
-The bottom composition of the first column (XB1,B ) was controlled by changing boilup ratio (V1/B1 ) in the first distillation column;
-The bottom level of the first column was controlled by manipulating the fresh feed of reactant B ( FOB);
-The reflux ratio of the first column (R1/D1 ) was fixed;
-Product composition (XB2C ) was held by manipulating the boilup ratio of the second column (V2/B2 ); and
-The second column's reflux ratio (R2/D2 ) was fixed.
It should be noted that only extensive variables (e.g. flowrates) were used as manipulated inputs. In particular, reactor temperature was kept constant. The rationale behind Cheng and Yu's control structure was to obtain a balanced control effort throughout the process flowsheet while satisfying the product quality (XB2C ) requirement. The plant was designed in line with that suggested by Elliot and Luyben (1996), where constant density and molecular weight, equimolar overflow, theoretical trays, total condensers and partial reboilers were assumed. Tray holdups and liquid hydraulic time constants were calculated using the Francis weir formula, assuming a 1-in weir height. All feed streams were assumed to be saturated liquid. The reflux drums and column bases were sized to provide 5min of holdup resulting from the respective steady-state flow rates into each. The values obtained by using this design were used as nominal values and have been reported for Tyreus and Luyben (1993). Measurement delays for flow, temperature and composition were taken as being 0.1.1 and 6min, respectively.
The control loop consisted of a PI compensator based on stepresponse(first-order plus time-delay) models which were then tuned following the IMC tuning guidelines reported by Skogestad (2003), prescribed closed-loop time constants being taken as max{0.75τo ,θ }, where τ0 was the open-loop time-constant and θ was loop delay. It was noticed that although product compo-sition became regulated, the response had an oscillatory pattern which could have been due to the fact that regulating xB2;Cwas only based on second distillation column vapour boilup rate manipulations. The product quality control loop was thus unable to provide a quick response to fresh feed disturbances, thereby affecting the whole process with subsequent work imbalance in different pieces of process equipment. Introducing a sort of feedforward compensation was a possible way of remedying this situation, to provide advanced control action in the event of fresh feed disturbances. A second alternative was to re-balance the processing work in the different pieces of equipment to reduce the effects of fresh feed disturbance in product quality dynamics. The next section shows that control can be improved by incorporating the reactor temperature as a secondary manipulated variable to regulate product composition in collaboration with the boilup ratio of the second column,V2/B2 .
Parallel control methodology
Designing a feedback controller for the simultaneous manipulation of reactor temperature TR and vapour boilup rate V2 led to formulating a non-square 2x1 input/output model as follows:
y(s)= G(s)u(s) (1)
where G(s) denoted the process plant model, y(s) the measurements and u(s) the manipulated input. Thus:
G(s)= [K1,1/T1,1S+1 K1,2/T1,2S+1]Where y(s)=ΔxB2,C(s) was the regulated output,u1(s)=ΔV2(s) and u2(s)=ΔTR were the manipulated input. A strategy for additional control 2 u had to be specified in this non-square case. One alternative was t use a sort of regularisation technique to square the rectangular control system. In line with Monroy et al.'s ideas(2004) it was thus proposed to split the input/output model to introduce parameter β, as follows:
y1(s)=βG1(s)u1(s)
y2(s)=(1-βG)2(s)u2(s) (2)Where y(s)=y1(s)+y2(s), and y1=βy(s) and y2=(1-β)y(s) were virtual outputs, and βЄ[0,1]was the segmentation.
If the control objective was y(s)→ysp(s)ysp(s) was a setpoint signal, then the control objective of the segmented control system (2) was thus:
y1(s)→ysp,1(s) y y2(s)→ysp,2(s) (3)
Hence, if both control objectives given by Eq. (3) were achieved, then y(s) → ysp(s) was guaranteed.
It should be noted that since Eq. (2) was an uncoupled control system,and the transfer functions G1(s) and G2(s) were stable, then the control objective could be achieved with two decentralised PI compensators (also having been tuned as in the non-redundant control configuration).
It should also be noted that when β = 0 , the reactor temperature was maintained at its nominal value TR- and all dynamical and stationary control efforts were executed by the second column distillation controller. This corresponded to the conventional control scheme described in the preceding section. When 0<β<1 both controllers made a non-trivial contribution to regulating bottom flow composition XB2,c. The proposed parallel control scheme thus had the structures of a balanced controller for 0<β<1. As β was increased, more processing work was executed by the reactor, leaving less control effort (i.e. less vapour usage) in the second distillation column.
As in the square case, pertinent values for the parallel controller design were obtained from input/output step response near the nominal operating point and assuming stable first-order models. An 8%feed fresh composition disturbance was assumed where fresh feed stream composition was FOA. Referring to Figure 2,, the conventional control scheme (i.e. β= 0 ) showed slight oscillation in the recycle streams. Composition of product C in the bottom of column 2 first converged to 0.9803 and then to 0.9897 , reaching the set point after 30h . It should be noted that the composition of component A in the reactor decreased from 0.1299 to nearly 0.1225 after 20h an component B composition rose from 0.2538 to 0.2620 after 20h.

When the product composition of component C was controlled by means of the reactor temperature (i.e. β= 1), then the following observations could be made. Component A reactor composition slowly converged to a 0.116 value and component B rose from 0.2538 to 0.2675 in 80h . It should be noted that all B1and D2 flows had a smooth dynamic pattern. However, the reactor temperature moved from 150F to 148.5F during the first 5h and then began to increase smoothly to a value of 152.5F in 80h . Component C composition in the second column's bottom product presented an overshoot during the first 2h and then converged to the set point through an undershoot to reach a set point around 100h .
This showed that using the reactor temperature as a manipulated variable for controlling component C composition in the bottom product of column 2 provided a slow but stable control pattern for the whole plant. Figure 2 shows that using proposed parallel control with β= 0.5 combined the desired features of the conventional control scheme and the reactor temperature control scheme thereby providing a well-behaved control scheme.
The above simulations have thus shown that a parallel control scheme based on a single habituating parameter β; was able to provide a distributed control effort between reactor operation (via chemical transformations) and second distillation column operation (via physical separations). The larger the value of β ,the greater the reactor's processing work. Once the single control loops have been tuned, then β; is the only parameter which should be tuned to obtain suitable distribution of processing work. Systematic selection of tuning parameter β should be based on additional criteria involving economic and safety considerations.
Extension ternary system with one recycle stream
Ternary systems having two distillation columns and two recycle streams have been investigated thus far. Process configuration resulted from boiling point distribution (i.e. product C was the intermediate key). There are certainly cases where product C may be the lightest or heaviest component. Let us consider again the second-order elementary reaction where the product was both the heavy key and light key. There was only one distillation column in the recycle structure since relative volatility for both reactants was adjacent to each other, as shown in Figure 3.

Figure 3. Ternary systems when the product was the heavy component
When the product was the heavy key, light reactants were recycled back to the column from the top of the first (and only) column; a similar situation applied to the case of the light key.
Following a similar procedure to that described in the previous section, departing from the non-redundant control structure proposed by Cheng and Yu (2003), the control structure had the following features:
-The production rate was set by fresh feed flow B(FOA);
-The reactor holdup was controlled by reactor effluent flow rat (F) ;
-Total recycle flow (DTOT=FOB+D) was rationed to FOB;
-The bottom level of the column was controlled by manipulating product flow rate (B).;
-The column reflux ratio (R / D) was fixed;
-The column's reflux drum level was controlled by manipulating the fresh feed of reactant A(FOA ) and
-Product composition (XB,C ), was held by manipulating colum boilup ratio (V / B) .
Closed-loop responses for production-rate increase clearly indicated that the control structure was indeed operable for biased reactant distribution at low conversion. Classical PI compensators tuned with internal model control tuning guidelines were implemented in the loops; Figure 4. shows the performance of a conventional control configuration. It should be noted that if composition zA or zB became decreased, then the other had to become increased to maintain the same productivity. Such interplay between both compositions could produce large changes in the required recycle flow rates.

Following the results from a two-column reactor, input/output pairing for control was selected as follows: using vapour boilup rate V to regulate bottom composition XB1,C and using jacket temperature Tj , to regulate reactor temperature at set point TSP∈IT .Figure 4 shows the response for a +20% step change in fresh feed composition. The regulation objective was achieved without excessive changes in reactor temperature.
It should also be noted that, as more processing work was done by the reactor, the response became more sluggish, mainly because of the reactor temperature's indirect effect on bottom flow composition. The .Figure 4 show the values for flow rates D1and V1 for different values of β . As expected, as more processing work was done by the reactor, column flow sensitivity to changes in fresh feed became significantly reduced. The simulation results showed that the parallel control scheme was able to automatically distribute the positive impact of processing in the reactor and the separation column.
Conclusions
This paper has considered controlling a ternary system having recycle and multiple feeds. The proposed control scheme was designed by means of parallel control methodologies for systematiccally distributing control effort amongst the different process units. The main disturbances were feed flow rate and composition. The objective was to simultaneously manipulate the vapour boilup rate in the distillation column and the reactor temperature, expecting that processing work become distributed in both pieces of equipment.The performance of these control structures were compared to a control scheme proposed in the literature. The simulation results indicated that the proposed control structure had a faster dynamic response.
Notation
Bi reboiler bottom flow rate in column i th column
Di distillate flow rate from i th column
FOA fresh feed flow rate for component A
FOB fresh feed flow rate for component B
F flow rate out of the reactor
K specific reaction rate
Ri reflux flow rate from i th column
TR reactor temperature
Vi vapour boilup in column i
VR reactor holdup in moles
XB,kj bottom composition in k th column (mole fraction of component j )
XD,kj distillate composition in k th column (mole fraction of component j )
Zj reactor composition of component j (mole fraction)
References
Alizadeh, A. M., Reza, M. P., Shanrokhi, M., Analysis of control structure for recycled reaction/separation processes with first order reaction., Petroleum and Coal, Vol. 48, 2006, pp. 48-60.
Cheng, Y. C., Yu, C. C., Optimal region for design and control of ternary systems., AIChE J., Vol. 49, 2003, pp. 682-705.
Elliot, T. R., Luyben, W. L., Quantitative assesment of controllability during the design of a ternary system with two recycle streams., Ind. Eng. Chem. Res., Vol. 35, 1996, pp. 3470-3479.
Georgakis, C., On the use of extensive variables in process dynamics and control., Chem. Eng. Sci., Vol. 41, 1986, pp.1471-1484.
Hung, C., Chen, Y., ward J.D. , Yu, C., Dynamics of processes with recycle: Multifeed ternary systems., Ind. Eng. Res., Vol. 45, 2006, pp. 8864-8677.
Luyben, W. L., Snowball effects in reactor/separator processes with recycle., Ind. Eng. Chem. Res., Vol. 33, 1994, pp. 299-305.
Monroy-Loperena, R., Solar, R., Alvarez-Ramirez, J., Balanced control scheme for reactor/separator processes with material recycle., Ind. Eng. Chem. Res., Vol. 43, 2004, pp. 1853-1862.
Tyreus, B.D., Luyben, W. L., Dynamics and control of recycle systems. 4. Ternary systems with one and two recycle streams., Ind. Eng. Chem. Res., 32, 1993, pp.1154-1162.
References
Alizadeh, A. M., Reza, M. P., Shanrokhi, M., Analysis of control structure for recycled reaction/separation processes with first order reaction., Petroleum and Coal, Vol. 48, 2006, pp. 48-60.
Cheng, Y. C., Yu, C. C., Optimal region for design and control of ternary systems., AIChE J., Vol. 49, 2003, pp. 682-705. DOI: https://doi.org/10.1002/aic.690490313
Elliot, T. R., Luyben, W. L., Quantitative assessment of controllability during the design of a ternary system with two recycle streams., Ind. Eng. Chem. Res., Vol. 35, 1996, pp. 3470-3479. DOI: https://doi.org/10.1021/ie9601110
Georgakis, C., On the use of extensive variables in process dynamics and control., Chem. Eng. Sci., Vol. 41, 1986, pp.1471-1484. DOI: https://doi.org/10.1016/0009-2509(86)85232-0
Hung, C., Chen, Y., ward J.D., Yu, C., Dynamics of processes with recycle: Multifeed ternary systems., Ind. Eng. Res., Vol. 45, 2006, pp. 8864-8677. DOI: https://doi.org/10.1021/ie051449+
Luyben, W. L., Snowball effects in reactor/separator processes with recycle., Ind. Eng. Chem. Res., Vol. 33, 1994, pp. 299-305. DOI: https://doi.org/10.1021/ie00026a019
Monroy-Loperena, R., Solar, R., Alvarez-Ramirez, J., Balanced control scheme for reactor/separator processes with material recycle., Ind. Eng. Chem. Res., Vol. 43, 2004, pp. 1853-1862. DOI: https://doi.org/10.1021/ie0305770
Tyreus, B.D., Luyben, W. L., Dynamics and control of recycle systems. 4. Ternary systems with one and two recycle streams., Ind. Eng. Chem. Res., 32, 1993, pp.1154-1162. DOI: https://doi.org/10.1021/ie00018a021
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
CrossRef Cited-by
Dimensions
PlumX
Article abstract page views
Downloads




License
Copyright (c) 2010 Rocío Solar-González

This work is licensed under a Creative Commons Attribution 4.0 International License.
The authors or holders of the copyright for each article hereby confer exclusive, limited and free authorization on the Universidad Nacional de Colombia's journal Ingeniería e Investigación concerning the aforementioned article which, once it has been evaluated and approved, will be submitted for publication, in line with the following items:
1. The version which has been corrected according to the evaluators' suggestions will be remitted and it will be made clear whether the aforementioned article is an unedited document regarding which the rights to be authorized are held and total responsibility will be assumed by the authors for the content of the work being submitted to Ingeniería e Investigación, the Universidad Nacional de Colombia and third-parties;
2. The authorization conferred on the journal will come into force from the date on which it is included in the respective volume and issue of Ingeniería e Investigación in the Open Journal Systems and on the journal's main page (https://revistas.unal.edu.co/index.php/ingeinv), as well as in different databases and indices in which the publication is indexed;
3. The authors authorize the Universidad Nacional de Colombia's journal Ingeniería e Investigación to publish the document in whatever required format (printed, digital, electronic or whatsoever known or yet to be discovered form) and authorize Ingeniería e Investigación to include the work in any indices and/or search engines deemed necessary for promoting its diffusion;
4. The authors accept that such authorization is given free of charge and they, therefore, waive any right to receive remuneration from the publication, distribution, public communication and any use whatsoever referred to in the terms of this authorization.




















