



Published
Tribological and wear behavior of HfN/VN nanomultilayer coated cutting tools
Comportamiento tribológico y desgaste de nanocapas de HfN / VN utilizadas en herramientas de corte
DOI:
https://doi.org/10.15446/ing.investig.v34n1.41101Keywords:
hard coatings, multinanolayers, tool wear, cutting tools (en)recubrimientos duros, multinanocapas de HfN / VN, desgaste de herramientas, herramientas de corte (es)
Wear and tribological behavior of [HfN/VN]n multinanolayers deposited via magnetron sputtering has been exhaustively studied in this work. Enhancement of both hardness and elastic modulus up to 37 GPa and 351 GPa, respectively, was observed as bilayer periods in the coatings were decreased. The sample with a bilayer period (Λ) of 15 nm and bilayer number n = 80, showed the lowest friction coefficient (∼0.15) and the highest critical load (72 N), corresponding to 2.2 and 1.38 times better than those values for the coating deposited with n = 1, respectively. Taking into account the latest results of tungsten carbide (WC) inserts were used as substrates to improve the mechanical and tribological properties of [HfN/VN]n coatings as a function of increased interface number and to manage higher efficiency of these coatings in different industrial applications, like machining and extrusion. Their physical, mechanical, and tribological characteristics were investigated, including cutting tests with AISI 1020 steel (workpiece) to assess wear as a function of the bilayer number and bilayer period. A comparison of the tribological properties revealed a decrease of flank wear (approximately 24%) for WC inserts coated with [HfN/VN]80 (Λ =15 nm), when compared to uncoated tungsten carbide inserts. These results demonstrate the possibility of using [HfN/VN] multilayers as new coatings for tool machining with excellent industrial performance.
Se ha estudiado de forma exhaustiva en este trabajo el desgaste y el comportamiento tribológico de multinanocapas (HfN / VN) depositados mediante pulverización catódica magnetrón. El mejoramiento de la dureza y el módulo de elasticidad de hasta 37 GPa y 351 GPa, respectivamente, se observaron cómo períodos de dos capas en los que se disminuyó el revestimiento. La muestra con un período de bicapa (Λ) de 15 nm y el número de bicapa n = 80 mostró el coeficiente más bajo de fricción (~ 0,15) y la más alta carga crítica (72 N), correspondiente a 2,2 y 1,38 veces mejor que los valores para el revestimiento depositado con n = 1, respectivamente. Teniendo en cuenta los últimos resultados de los insertos de carburo de tungsteno (WC), estos fueron utilizados como sustratos para mejorar las propiedades mecánicas y tribológicas de [ HfN / VN] n recubrimientos en función del aumento del número de interfaz y para gestionar de esta manera una mayor eficiencia de estos recubrimientos en diferentes sectores industriales, como el mecanizado y la extrusión. Sus características físicas, mecánicas, y tribológicas fueron investigadas, incluyendo las pruebas de corte con AISI 1020 acero (pieza de trabajo); para evaluar el desgaste como una función del número de bicapa y el período de bicapa. Una comparación de las propiedades tribológicas reveló una disminución del desgaste de flanco (alrededor de 24 %) para las inserciones WC recubiertas con [HfN / VN] 80 (Λ = 15 nm), cuando es comparado con los sistemas de carburo de tungsteno insertados y sin recubrir. Estos resultados abren la posibilidad de utilizar [HfN / VN] multicapas como nuevos recubrimientos para el mecanizado de herramientas con un excelente rendimiento industrial.
Tribological and wear behavior of HfN/VN nanomultilayer coated cutting tools
Comportamiento tribológico y desgaste de nanocapas de HfN / VN utilizadas en herramientas de corte
C. Escobar1, M. Villarreal2, J. C. Caicedo3, W. Aperador4 and P. Prieto5
1Ingeniero en Materiales, Universidad del Valle Country, Cali, Colombia. Affiliation: Universidad del Valle, Country, Cali, Colombia.
Email: cesar8525@hotmail.com.
2Ingeniero en Materiales, Universidad del Valle Country, Cali, Colombia. Affiliation: Institution Universidad del Valle, Country Cali Colombia.
Email: marlonvillarrealm@hotmail.com.
3Ingeniero en Materiales, Universidad del Valle Country, Cali, Colombia. Doctor en Ingeniería. Affiliation: Universidad del Valle, Country, Cali, Colombia.
Email: jcaicedoangulo1@gmail.com.
4Físico, Universidad Pedagógica y Tecnológica de Colombia Country, Tunja, Colombia. Doctor en Ingeniería. Affiliation: Universidad Militar Nueva Granada, Country, Bogotá, Colombia.
Email: g.ing.materiales@gmail.com.
5Físico, Universidad Nacional de Colombia, Country, Bogotá, Colombia. Doctor en Física. Affiliation: Institution Universidad Militar Nueva Granada, Country, Bogotá, Colombia.
Email: pprieto@calima.edu.co.
How to cite: Escobar, C., Villarreal, M., Caicedo, J. C., Aperador, W., Prieto, P., Tribological and wear behavior of HfN/VN nanomultilayer coated cutting tools., Ingeniería e Investigación, Vol. 34, No. 1, April, 2014, pp. 22 – 28.
ABSTRACT
Wear and tribological behavior of [HfN/VN]n multinanolayers deposited via magnetron sputtering has been exhaustively studied in this work. Enhancement of both hardness and elastic modulus up to 37 GPa and 351 GPa, respectively, was observed as bilayer periods in the coatings were decreased. The sample with a bilayer period (Λ) of 15 nm and bilayer number n = 80, showed the lowest friction coefficient (∼0.15) and the highest critical load (72 N), corresponding to 2.2 and 1.38 times better than those values for the coating deposited with n = 1, respectively. Taking into account the latest results of tungsten carbide (WC) inserts were used as substrates to improve the mechanical and tribological properties of [HfN/VN]n coatings as a function of increased interface number and to manage higher efficiency of these coatings in different industrial applications, like machining and extrusion. Their physical, mechanical, and tribological characteristics were investigated, including cutting tests with AISI 1020 steel (workpiece) to assess wear as a function of the bilayer number and bilayer period. A comparison of the tribological properties revealed a decrease of flank wear (approximately 24%) for WC inserts coated with [HfN/VN]80 (Λ =15 nm), when compared to uncoated tungsten carbide inserts. These results demonstrate the possibility of using [HfN/VN] multilayers as new coatings for tool machining with excellent industrial performance.
Keywords: hard coatings, multinanolayers, tool wear, cutting tools.
RESUMEN
Se ha estudiado de forma exhaustiva en este trabajo el desgaste y el comportamiento tribológico de multinanocapas ( HfN / VN) depositados mediante pulverización catódica magnetrón. El mejoramiento de la dureza y el módulo de elasticidad de hasta 37 GPa y 351 GPa, respectivamente, se observaron cómo períodos de dos capas en los que se disminuyó el revestimiento. La muestra con un período de bicapa ( Λ ) de 15 nm y el número de bicapa n = 80 mostró el coeficiente más bajo de fricción ( ~ 0,15 ) y la más alta carga crítica ( 72 N ) , correspondiente a 2,2 y 1,38 veces mejor que los valores para el revestimiento depositado con n = 1 , respectivamente. Teniendo en cuenta los últimos resultados de los insertos de carburo de tungsteno (WC), estos fueron utilizados como sustratos para mejorar las propiedades mecánicas y tribológicas de [ HfN / VN] n recubrimientos en función del aumento del número de interfaz y para gestionar de esta manera una mayor eficiencia de estos recubrimientos en diferentes sectores industriales, como el mecanizado y la extrusión . Sus características físicas, mecánicas, y tribológicas fueron investigadas, incluyendo las pruebas de corte con AISI 1020 acero (pieza de trabajo); para evaluar el desgaste como una función del número de bicapa y el período de bicapa. Una comparación de las propiedades tribológicas reveló una disminución del desgaste de flanco (alrededor de 24 %) para las inserciones WC recubiertas con [HfN / VN ] 80 (Λ = 15 nm), cuando es comparado con los sistemas de carburo de tungsteno insertados y sin recubrir . Estos resultados abren la posibilidad de utilizar [HfN / VN ] multicapas como nuevos recubrimientos para el mecanizado de herramientas con un excelente rendimiento industrial.
Palabras clave: recubrimientos duros, multinanocapas de HfN / VN, desgaste de herramientas, herramientas de corte.
Received: July 12th 2013 Accepted: January 1st 2014
Introduction
A variety of multilayered structures have been studied and used for many years in coating technology to enhance performance in industrial uses. Among these multilayered structures, there are highperformance, antiwear coatings for applications in machining such as those described in Morant et al. (2007). These multilayers offer good options for diminishing wear because they exhibit high hardness, suitable adhesion to the substrate, high chemical stability and a lowfriction coefficient, according to Podgornik et al. (2003). In recent works, the high hardness and toughness of the nanometric layers in multilayered coatings have shown additional advantages as protective coatings against corrosion and wear of tools and machined parts. Some of these multilayered systems are denominated superlattices, therefore, several metal/ceramic and ceramic/ceramic superlattices have been studied during the last 10 years including, TiN/VN and TiN/NbN Kim (2004), and CrN/WN Wu et al. (2005). Nitride coatings, characterized by high hardness and wear resistance can be used for strength enhancement and protection in industrial steels. Surface engineering of metallic substrates with protective coatings like HfN and VN, has therefore played an important role for a few years now, due to their mechanical and tribological properties as described by Staia et al. (2006) and Gassner et al. (2004) respectively. With the growing popularity of nitridecoated tools, a wide range of literature has emerged in recent years; thus, principles, advantages and limitations of the various nitride coating processes for tool steels are summarized; the microstructures and mechanical properties are reviewed, and finally new developments in property design of Nitride coatings are presented by Pierson (1996).
When steel is machined with ceramic inserts, different wear mechanisms become apparent, e.g.: abrasion, adhesion, oxidation, and diffusion (Soković et al., 2009; Kopač, 1998). These act simultaneously, depending mainly on temperature (Bermingham et al., 2011). These mechanisms are the fundamental reason for increased temperature and wear in the cutting zone. Abrasion phenomenon occurs predominantly at low cutting speeds, adhesion at medium speeds and diffusion occurs at high cutting speeds (Dobrzański and Mikuła, 2005). The values for the speed at which the maximum wear values occur will depend on different factors, such as the combination of tools, work piece materials, the contact time between them, and the geometry of the tool, among others (Kcker and Habig, 1996). In this sense, according to industrial research, for hard machining to compete with lowwage global competition, mold and die shops are turning to hard milling. Cutting materials are typically micrograin carbides, cermet or tungsten carbide (WC) and cutting is usually done under dry conditions with pressurized air (Çalışkan et al., 2013; Ducros and Sanchette, 2006). Moreover, to protect carbide tool substrates from the high cutting temperatures generated by hard machining, highperformance multilayered coatings are preferred. Coating structures (layers) and compositions are application specific, as is cutting tool geometry. Coatings can consist of multiple layers of various coating formulations, like alternate layers of HfN and VN, or as very thin nano layers (Khrais and Lin, 2007).
In this work, HfN, VN, layers and [HfN/VN]n multilayered coatings were deposited and characterized via reactive r.f. magnetron sputtering and the process parameters were optimized to prepare multilayers so as to study their effect on physical properties such as high hardness, high wear resistance (under several wear conditions) and good adhesion to the substrate. The main purpose of this work was to evaluate the influence on the mechanical and tribological properties of the bilayer number (n) and bilayer period (Λ) of [HfN/VN]n multilayers, as compared to properties of uncoated WC and those coated with HfN and VN films.
2. Experimental Details
2.1 Coating deposition and mechanical parameters
In this work, HfN/VN layers were deposited onto WC inserts using a multitarget r.f. magnetron sputtering system, with an r.f. source (13.56 MHz) for the applied negative voltage bias on the substrate and two Hf and V 4in. diameter targets with 99.9% purity. A 350 W magnetron power was applied to the hafnium target, while a power of 400 W was applied to the vanadium target. The deposition chamber was initially pumped down to less than 5×10−6 mbar, using a turbomolecular pump and then a mixture of (80 %) Ar gas and (20 %) N2 gas was introduced into the chamber. A r.f. negative bias voltage of −30 V was used, the substrate temperature was approximately 250°C and a substrate to target distance of 2.7 in. was used for both coatings. During the growth, the chamber pressure was maintained at 2×10−3 mbar. For multilayer depositions, the hafnium and vanadium targets were covered periodically with a steel shutter. Before deposition, the targets and substrates were sputtercleaned for a period of 20 min. The mechanical analyses were performed via nanoindentations using an Ubi1 Hysitron device and a diamond Berkovich tip at variable loads; these measurements were performed for multinanolayers [HfN/VN]n. From these measurements, load–penetration depth curves of the indentations of the multilayer coatings were determined. These results were evaluated using the Oliver and Pharr method. Tribological characterization was done by means of Microtest, MT 40098 tribometer, using a 6 mm diameter 100Cr6 steel ball as pattern slide. Pinondisk testing was carried out according to ASTM G9905 standard, a 25 °C, in order to evaluate and compare the wear resistance of the multinanolayers. The applied load was 0.5 N with a total 1000m of running length. Adherence of the layers was studied by using a Scratch Test Microtest MTR2 system; the parameters were: a 6mm scratch length and a raising load of 090 N. Phenom FEI scanning electron microscopy (SEM) equipped with an optic light and a magnification range of 525–24,000× as well as a high sensibility detector (multimode) for scattering electrons, was used to identify the flank wear on WC inserts.
2.2 Materials and Methods for [HfN/VN]n Wear Tests
Wear tests of WC inserts coated with HfN, VN, layers and [HfN/VN]n multilayers were carried out using AISI 1020 steel. The AISI 1020 steel is heated at 870°C 910°C and maintained for a determined amount of time until the temperature remains constant throughout the section; it is then cooled in a furnace. Afterward, the AISI 1020 is heated to between 880°C 920°C in a suitable carburizing atmosphere and held there for a sufficient amount of time to produce the needed carbon content and case depth. Following this, refining/hardening and tempering processes are carried out to optimize the core. The steel is then slowly cooled and reheated at 870°C 900°C and kept there until the temperature remains constant throughout the section and then quenched in water. After performing the core refining process, it is reheated to 760°C 780°C and again held there until the temperature is consistent throughout the section. This material is used broadly in highmechanical performance pieces, especially in the automotive industry. For experimental development, this study used a highspeed cutting (HSC) regime in the cylindrical turning for the WC insert. This technology was applied to diminish machining times and improve surface finish, as well as to permit the elaboration of hardened pieces, even facilitating the development of devices in a single run in the machine. The values for the parameters used are shown in Table 1. In this work, a HSC regime and the material of the samples was selected from a Sandvik Coromat® catalogue; they permit the comparison of wearbehavior results under similar working conditions. To determine wear measurements of coated WC inserts, a SEM was employed.
3. Results and discussion
3.1. Mechanical properties
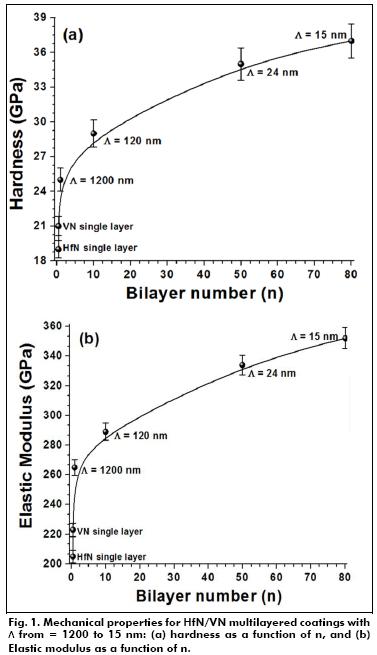
The elasticity modulus (Er) and hardness (H) values were obtained by using Oliver and Pharr's method in multilayered coatings deposited onto AISI 4140 steel substrates (Korsunsky et al. 1998). Hardness values of the [HfN/VN]n multilayer measured by nanoindentation are presented in Fig. 1a, as functions of bilayer number (n) and period thickness (Λ). The elastic modulus values of multilayered coatings are presented in Fig. 1b, showing relevant differences in their values. Hardness and elastic modulus in these multilayered coatings varied from 19 to 37 GPa and from 205 to 352 GPa, respectively. The thinnest bilayer period (Λ=15 nm; n=80) obtained the highest hardness (37 GPa) and modulus (352 GPa) of the multilayer set. This increase in mechanical properties is related to the remarked heterostructure effect present when a perfect assembly occurs for HfN and VN coatings deposited over an industrial AISI 4140 steel substrate. Enhancement of mechanical properties can be associated to improved hardness through the use of HfN/VN nanometric multilayered materials. The high interface density of nanoscale multilayered structures contributes to impede dislocation motion and the dislocation glide across the interfaces between HfN and VN layers; each interface serves as a crack tip deflector, which improves coating mechanical properties (Wang et al. 2009).
3.2. Tribological properties
3.2.1. Pinondisk analysis
Steel substrates coated with multilayer systems (Λ = 1200 nm, n = 1; Λ = 120 nm, n = 10; Λ = 24 nm, n = 50; Λ = 80 nm, n = 15) were tested against steel balls; the friction coefficient values are shown in Fig. 2a. In this figure, two distinct zones are observed. In the first zone, the friction coefficient (µ) exhibited low values (0.15–0.25) on first contact; this is attributed to contact between the steel ball and the coating, in which formation of wear debris occurs by the cracking of rough tips on both counterparts. After that, the friction coefficient increases up to 0.4–0.5 and then decrease to zone II.
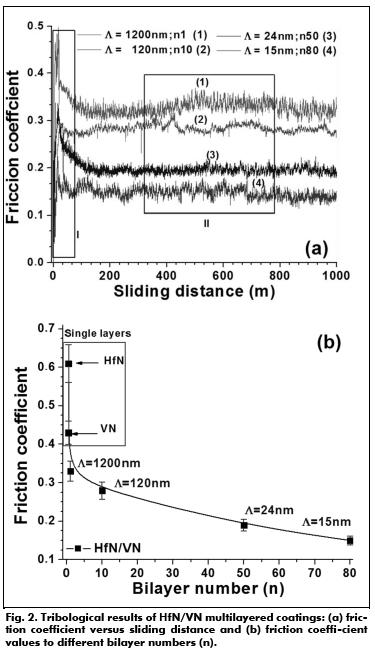
This zone begins after about 30–80 m of sliding and shows a steady state friction period as described by (Cabrera et al. 2011; Stueber et al. 2009). Fig. 2b presents the friction coefficient values for the different bilayer numbers. These tribological results showed that the friction coefficient values decrease as the bilayer period increases (Λ). HfN/VN multilayered coatings show values from approximately 0.33 to 0.15, exhibiting the best behavior for the multilayered system with n = 80, Λ = 15 nm. It demonstrated a reduction at approximately 75% and 65% of the friction coefficient values with respect to the HfN and VN individual layers, respectively. By using the Archard model (Archard 1953) it is possible to explain the last behavior, because of the contribution of elastic–plastic properties and contact surfaces, roughness of the coatings can be related using the following equation:

where µ is the friction coefficient value, σt is a variable that takes into account elastic modulus (Er) and hardness (H), Ck is a constant that depends on the test and R(s,a) is coating roughness (Stueber et al. 2009). When a coating has higher elastic modulus and hardness as was shown in the mechanical properties results (see Fig. 1), the friction coefficient will tend to decrease and will be stable for long sliding distances, even more so when the counterpart of the test is softer than the coating. The elastic–plastic properties are crucial on wear behavior of industrial applications such as machine tools.
3.2.2. Adhesion behavior
To evaluate coating adherence strength, the scratch test technique was used, where LC1 is the lower critical load and LC2 is the upper critical load (Cabrera et al. 2011). Fig. 3 shows the LC1 and LC2 values for the different coatings in a range between 27 to 58 N; the multilayered coating with n = 1; Λ = 1200 exhibited the lowest LC1 value and the multilayered coating grown with n = 80 and Λ = 15 nm presented the highest LC1 value.
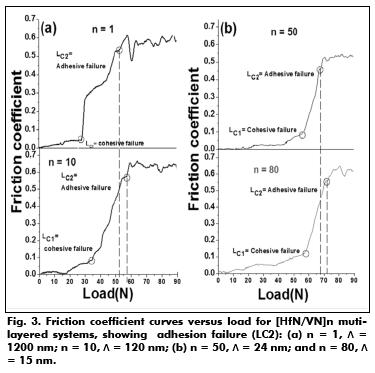
Fig. 4 shows the different critical load values (LC2) as a function of bilayer numbers to each multilayered coating. Cabrera et al. (2011) and Holleck et al. (1990) showed that quantifying adhesion between substrates and hard coatings is a complex method, for this reason, qualitative characterization is a better method for understanding the adhesion behavior of the various multilayered coatings. The preparation conditions of the substrates, parameter depositions of the multilayer and the parameters of the scratch test for each sample were the same. Hence, it was expected that the adhesion response of the different coatings would only depend on their properties.
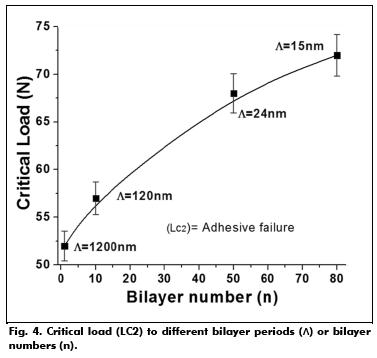
When the bilayer number (n) increased (Λ is reduced) the critical load (LC2) enlarged (see Fig. 4); this enhancement is caused by the deformation resistance of the multilayer system. This occurs when each interface acts as a crack tip deflector and modifies the route of the cracks when it penetrates deep through the coating. In addition, by reducing the bilayer distance, the dislocations exhibit a higher obstruction to movement. For this reason, a higher critical shear stress is necessary to delaminate the coating. As result, multilayered systems can improve the adhesion properties of the coatings, preserving their integrity under different loads (Wiklund et al. 1999). In this study, an increase of 38% in the LC2 was noted for [HfN/VN]n multilayer systems with n = 80 and Λ = 15 nm when compared to multilayers with the lowest bilayer number (n = 1 and Λ = 1200 nm).
3.3. Merit index analysis
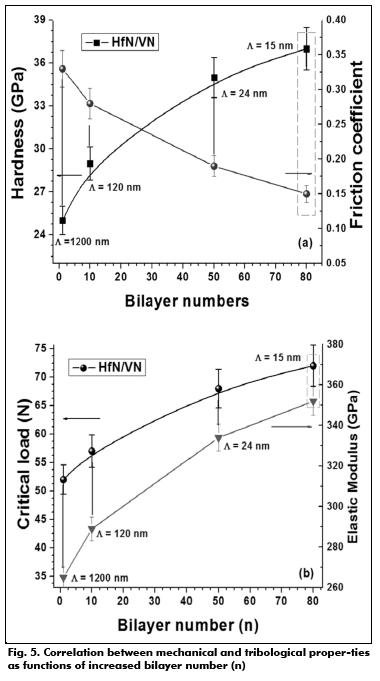
Fig. 5 shows the relationship between mechanical and tribological properties, such as hardness and friction coefficient (see Fig. 5a) and critical load and elastic modulus (see Fig. 5b) for [HfN/VN] multilayered coatings. Fig. 5a shows improved hardness with in creased bilayer number (n) followed by a reduced friction coefficient in relation to reduced bilayer period (Λ) with changes in the interface number, evidencing enhancement of the elastoplastic and friction properties of these materials deposited as hard coatings. Fig. 5b shows enhancement of the critical load and elastic modulus with increased bilayer number (n), exhibiting enhancement of the physical and tribological properties for coatings based on nitride multilayers deposited onto industrial carbide substrates and industrial steel. In this study, the [HfN/VN]n multilayered coatings deposited with n = 80 (Λ = 15 nm) offer the best synergy for mechanical and tribological properties, which is necessary for industrial applications, as in machining tools (e.g. WC inserts).
3.4. Analysis of Wear Test Results
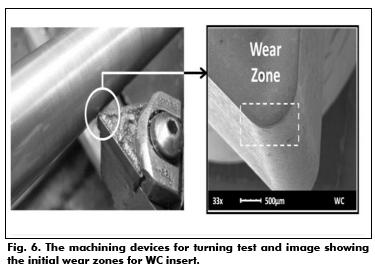
WC inserts, both uncoated and coated with HfN/VN multilayered systems as machining tools, were incorporated to analyze the wear trend during the machining process (see Fig. 6). Flank wear (VB) was measured by using scanning electron microscopy (SEM). For a fair comparison, all the coatings have been tested under the same conditions and with the same procedure in accordance with ISO3685 (Panda 2012). Therefore, the sources of uncertainties considered in estimating the tool life are flank wear measurement, variability of cutting conditions (spindle speed and feed rate) and time measurement. The uncertainty of the wear measurement that includes contributions from the x–y calibration test and the insert positioning errors, results in a relative standard uncertainty of <2.5% which is in accordance with the literature (Axinte et al. 2001).
In the present experiments, the typical tool wear pattern is shown in Fig. 7, the integrity of the cutting WCinsert uncoated and coated with multilayers can be observed. Therefore, the major tool wear mechanisms were interactions of abrasive wear, adhesion wear, microbreakout and chipping when cutting AISI 1020 steel. The notch wear is a key wear type of WC inserts when machining AISI 1020 steel at high cutting speeds. The tool wear mechanisms of coated carbide inserts were adhesive, abrasive, and peeling and fracturing of coating, but the notching wear of coated carbide was not severe during the experiments for WC coated with [HfN/VN]n multilayers. Rapid increase in notching at the tool nose leads to tool edge breakout in uncoated WC inserts and WC coated with a low bilayer number (n=1) or high bilayer period (Λ=1200) (see Fig. 7a and Fig. 7b); thereby it is possible to find that uncoated WC is unsuitable to cut AISI 1020 steel within the experimental cutting speed range. Moreover, the morphology image of wear is evident on the edge of the WC insert (see Fig. 7). This wear is generated by the cutting parameter (Table 1), where a reduction in the flank wear (VB) is observed on the WC insert coated with [HfN/VN]n multilayers. This is in concordance with the mechanical and tribological test when the bilayer number is increased (see Fig. 5).
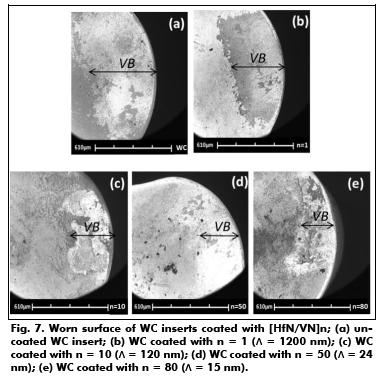
High hardness and elastic modulus contributes to a reduced friction coefficient between the cutting tool and the workpiece, conferring superficial hardness that reduces the abrasive wear caused by this interaction. Thus, the grade of WC coated with n = 80 (Λ = 15 nm) is better than the uncoated WC insert at high cutting speed because the [HfN/VN]80 coatings provide exceptional resistance to heat and wear, unlike the uncoated WC insert and [HfN/VN]1 coatings; it also demonstrates higher hardness, elastic modulus and better tribological properties, such as those present in the merit index (see Fig.5); also, the surface damage in uncoated WC insert peeling is more severe than that of the WC with multilayered coatings (see Figs. 7a, b, c, d and e).
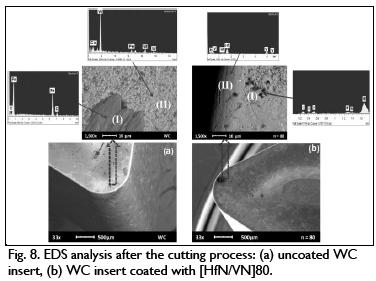
Wear mechanisms are illustrated in Fig. 8 for uncoated WC insert and WC insert coated with [HfN/VN]80, by EDS chemistry analysis. Adhesive wear produced on the uncoated insert is observed after the cutting process (see Fig 8a). This was determined given that steel components were found on the insert tip; this is attributed to AISI 1020 steel adhesion phenomena (workpiece) over the cutting tool (see Fig 8a, Zone I). However, under the same conditions and with the same procedure, the insert coated with [HfN/VN]80 showed better performance and insignificant damage over the cutting tip (see Fig 8b).
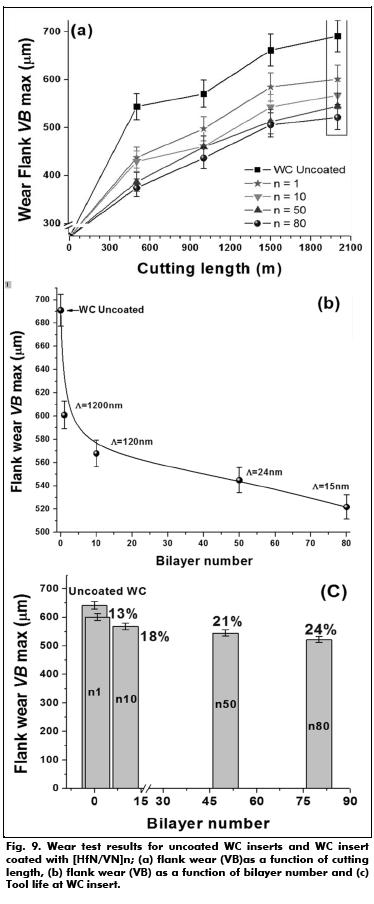
Flank wear as a function of cutting length for uncoated and coated WC inserts with different bilayer numbers (n) is shown in Fig. 9a. The flank wear (VB) analyses for WC inserts were present for 0, 500, 1500 and 2000 m. of cutting length. The insert coated with [HfN/VN]n exhibited a lower VB than the uncoated WC insert; the wear increases as function of the bilayer number reduction (Fig 9b), as noted in Fig. 9a and Fig. 9b. This behavior corresponds to excessive adhesive wear characteristic for this tribologic system when the coating shows delaminating (Coelho et al. 2007). Additionally, the effect of hard turning on the tool life is presented in Fig. 9c for high cutting speed parameters (Table 1), which corresponds to reduced flank wear from 691 µm to 522 µm (2000m cutting length) for WC uncoated to WC coated, deposited with n= 80 (Λ = 15 nm). The good performance (with 24% enhanced tool life) for the WC insert coated with low bilayer period (Λ = 15 nm) present on surface tool material, can be attributed to high hardness with relative high elastic modulus (see Fig. 1), together with a low friction coefficient (see Fig. 2) and a high critical load (see Fig. 3). This represents exceptional edge wearresistance, high strength, and resistance to deformation and depth of cut notch wear. These properties are adequate enough to endure the thermal and mechanical stresses produced in machining AISI 1020 steel, at this high cutting speed, without suffering the inherent limitations of the PVD coatings (e.g., low adhesion and residual stresses on sharp edges that can induce coating delamination).
Conclusions
Mechanical, tribological and wear behavior of [HfN/VN]n coatings were investigated. The highest hardness and elastic modulus values, 37 GPa and 351 GPa, respectively, were observed for the multilayered systems with Λ = 15 nm and n = 80. Enhanced hardness of the [HfN/VN]n multilayers was attributed to many interfaces that hinder the microcrack movements through interfaces, among the HfN and VN layers, due to differences in the shear module of the individual layer and to coherency strain causing periodical strain–stress fields. Thus, high tribological performance with critical loads in the adhesive failure of 72 N and a friction coefficient of 0.15 were observed for multilayered systems with Λ = 15 nm and n = 80.
During the machining process in hard turning, the wear mechanisms for uncoated and coated tungsten carbide inserts were investigated. It was found that adhesive and abrasive wear were the principal wear mechanisms, controlling the deterioration and final failure of the WC tools. From the qualitative analysis of the coatings compared to the uncoated tools, it was found that the [HfN/VN]80 multilayered coating exhibited the highest wear resistance and the lowest adhesive wear. In addition, this multilayer system exhibited the fewest flank wear values and enhanced tool life 24% as compared to uncoated WC inserts.
Acknowledgements
This research was supported by "El patrimonio Autónomo Fondo Nacional de Financiamiento para la Ciencia, la Tecnología y la Innovación Francisco José de Caldas" under contract RCNo. 2752011 and the program "Jóvenes Investigadores e Innovadores Virginia Gutiérrez de Pineda No. 5252011".Furthermore, the authors would like to acknowledge the Excellence Center for Novel Materials (CENM) and, CINVESTAV, Mexico.
References
Archard, J. F., Contact and Rubbing of Flat Surfaces., Journal of Applied Physics, Vol. 24, No. 8, 1953, pp.981.
Axinte, D. A., Belluco, W., De Chiffre, L., Reliable tool life measurements in turning an application to cutting fluid efficiency evaluation., International Journal of Machine Tools and Manufacture, Vol. 41, No. 7, 2001, pp. 1003-1014.
Bermingham, M. J., et al., New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti6Al4V., International Journal of Machine Tools and Manufacture, Vol. 51, No. 6, 2011, pp. 500-511.
Cabrera, G., et al., Enhancement of mechanical and tribological properties in AISI D3 steel substrates by using a nonisostructural CrN/AlN multilayer coating., Materials Chemistry and Physics, Vol. 125, No. 3, 2011, pp. 576-586.
Çalışkan, H., Kurbanoğlu, C., Panjan, P., Čekada, M., Kramar, D., Wear behavior and cutting performance of nanostructured hard coatings on cemented carbide cutting tools in hard milling., Tribology International, Vol. 62, No. 0, 2013, pp. 215-222.
Coelho, R. T., Ng, E.G., Elbestawi, M. A., Tool wear when turning hardened AISI 4340 with coated PCBN tools using finishing cutting conditions., International Journal of Machine Tools and Manufacture, Vol. 47, No. 2, 2007, pp. 263-272.
Dobrzański, L. A., Mikuta, J., Structure and properties of PVD and CVD coated Al2O3+TiC mixed oxide tool ceramics for dry on high speed cutting processes., Journal of Materials Processing Technology, No. 164-165, 2005, pp. 822-831.
Ducros, C., Sanchette, F., Multilayered and nanolayered hard nitride thin films deposited by cathodic arc evaporation. Part 2: Mechanical properties and cutting performances., Surface and Coatings Technology, Vol. 201, No. 34, 2006, pp. 1045-1052.
Gassner, G., et al., A New Low Friction Concept for High Temperatures: Lubricious Oxide Formation on Sputtered VN Coatings., Tribology Letters, Vol. 17, No. 4, 2004, pp. 751-756.
Holleck, H., Lahres, M., Woll, P., Multilayer coatingsinfluence of fabrication parameters on constitution and properties., Surface and Coatings Technology, Vol. 41, No. 2, 1990, pp. 179-190.
Kcker, G. M., Habig, K., Influence of different production parameters on the functional behaviour of tools and parts after coating., Surface and Coatings Technology, No. 82, 1996, pp. 294-304.
Khrais, S. K., Lin, Y. J., Wear mechanisms and tool performance of TiAlN PVD coated inserts during machining of AISI 4140 steel., Wear, Vol. 262, No. 12, 2007, pp. 64-69.
Kim, S., Analysis of interfacial strengthening from composite hardness of TiN/VN and TiN/NbN multilayer hard coatings., Surface and Coatings Technology, Vol. 187, No. 1, 2004, pp. 47-53.
Kopač, J., Influence of cutting material and coating on tool quality and tool life., Journal of Materials Processing Technology, Vol. 78, 1998, pp. 95-103.
Korsunsky, A.M. et al., 1998. On the hardness of coated systems. Coatings Technology 99, pp.171183.
Morant, C., et al., Nanomechanical properties of BCN/CN/BN multilayer films., Diamond and Related Materials, Vol. 16, No. 47, 2007, pp. 1441-1444.
Panda, A., Analysis of Cutting Tools Durability Compared with Standard ISO 3685., International Journal of Computer Theory and Engineering, Vol. 4, No. 4, 2012, pp. 621-624.
Pierson, H., Handbook of refractory carbides and nitrides: properties, characteristics, processing and applications., Westwood, NJ, Noyes Publ, 1996.
Podgornik, B., et al., Wear resistance and antisticking properties of duplex treated forming tool steel., Wear, Vol. 254, No. 11, 2003, pp. 1113-1121.
Soković, M., Barišić, B., Sladić, S., Model of quality management of hard coatings on ceramic cutting tools., Journal of Materials Processing Technology, Vol. 209, No. 8, 2009, pp. 4207-4216.
Staia, M., et al., Characterization of chemical vapor deposited HfN multilayer coatings on cemented carbide cutting tools., Wear, Vol. 261, No. 56, 2006, pp.540-548.
Stueber, M., et al., Concepts for the design of advanced nanoscale PVD multilayer protective thin films., Journal of Alloys and Compounds, No. 483, 2009, pp. 321-333.
Wang, X. C., et al., Structure and mechanical properties of titanium nitride/carbon nitride multilayers., Applied Surface Science, Vol. 255, No. 7, 2009, pp. 4005-4010.
Wiklund, U., Gunnars, J., Hogmark, S., Influence of residual stresses on fracture and delamination of thin hard coatings., Wear, Vol. 232, No. 2, 1999, pp. 262-269.
Wu, F.B., Tien, S.K., Duh, J.G., Manufacture, microstructure and mechanical properties of CrWN and CrN/WN nanolayered coatings., Surface and Coatings Technology, Vol. 200, No. 56, 2005, pp. 1514-1518.
References
Archard, J. F., Contact and Rubbing of Flat Surfaces., Journal of Applied Physics, Vol. 24, No. 8, 1953, pp.981.
Axinte, D. A., Belluco, W., De Chiffre, L., Reliable tool life measurements in turning an application to cutting fluid efficiency evaluation., International Journal of Machine Tools and Manufacture, Vol. 41, No. 7, 2001, pp. 1003-1014.
Bermingham, M. J., et al., New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti6Al4V., International Journal of Machine Tools and Manufacture, Vol. 51, No. 6, 2011, pp. 500-511.
Cabrera, G., et al., Enhancement of mechanical and tribological properties in AISI D3 steel substrates by using a nonisostructural CrN/AlN multilayer coating., Materials Chemistry and Physics, Vol. 125, No. 3, 2011, pp. 576-586.
Çalışkan, H., Kurbanoğlu, C., Panjan, P., Čekada, M., Kramar, D., Wear behavior and cutting performance of nanostructured hard coatings on cemented carbide cutting tools in hard milling., Tribology International, Vol. 62, No. 0, 2013, pp. 215-222.
Coelho, R. T., Ng, E.G., Elbestawi, M. A., Tool wear when turning hardened AISI 4340 with coated PCBN tools using finishing cutting conditions., International Journal of Machine Tools and Manufacture, Vol. 47, No. 2, 2007, pp. 263-272.
Dobrzański, L. A., Mikuta, J., Structure and properties of PVD and CVD coated Al2O3+TiC mixed oxide tool ceramics for dry on high speed cutting processes., Journal of Materials Processing Technology, No. 164-165, 2005, pp. 822-831.
Ducros, C., Sanchette, F., Multilayered and nanolayered hard nitride thin films deposited by cathodic arc evaporation. Part 2: Mechanical properties and cutting performances., Surface and Coatings Technology, Vol. 201, No. 34, 2006, pp. 1045-1052.
Gassner, G., et al., A New Low Friction Concept for High Temperatures: Lubricious Oxide Formation on Sputtered VN Coatings., Tribology Letters, Vol. 17, No. 4, 2004, pp. 751-756.
Holleck, H., Lahres, M., Woll, P., Multilayer coatingsinfluence of fabrication parameters on constitution and properties., Surface and Coatings Technology, Vol. 41, No. 2, 1990, pp. 179-190.
Kcker, G. M., Habig, K., Influence of different production parameters on the functional behaviour of tools and parts after coating., Surface and Coatings Technology, No. 82, 1996, pp. 294-304.
Khrais, S. K., Lin, Y. J., Wear mechanisms and tool performance of TiAlN PVD coated inserts during machining of AISI 4140 steel., Wear, Vol. 262, No. 12, 2007, pp. 64-69.
Kim, S., Analysis of interfacial strengthening from composite hardness of TiN/VN and TiN/NbN multilayer hard coatings., Surface and Coatings Technology, Vol. 187, No. 1, 2004, pp. 47-53.
Kopač, J., Influence of cutting material and coating on tool quality and tool life., Journal of Materials Processing Technology, Vol. 78, 1998, pp. 95-103.
Korsunsky, A.M. et al., 1998. On the hardness of coated systems. Coatings Technology 99, pp.171183.
Morant, C., et al., Nanomechanical properties of BCN/CN/BN multilayer films., Diamond and Related Materials, Vol. 16, No. 47, 2007, pp. 1441-1444.
Panda, A., Analysis of Cutting Tools Durability Compared with Standard ISO 3685., International Journal of Computer Theory and Engineering, Vol. 4, No. 4, 2012, pp. 621-624.
Pierson, H., Handbook of refractory carbides and nitrides: properties, characteristics, processing and applications., Westwood, NJ, Noyes Publ, 1996.
Podgornik, B., et al., Wear resistance and antisticking properties of duplex treated forming tool steel., Wear, Vol. 254, No. 11, 2003, pp. 1113-1121.
Soković, M., Barišić, B., Sladić, S., Model of quality management of hard coatings on ceramic cutting tools., Journal of Materials Processing Technology, Vol. 209, No. 8, 2009, pp. 4207-4216.
Staia, M., et al., Characterization of chemical vapor deposited HfN multilayer coatings on cemented carbide cutting tools., Wear, Vol. 261, No. 56, 2006, pp.540-548.
Stueber, M., et al., Concepts for the design of advanced nanoscale PVD multilayer protective thin films., Journal of Alloys and Compounds, No. 483, 2009, pp. 321-333.
Wang, X. C., et al., Structure and mechanical properties of titanium nitride/carbon nitride multilayers., Applied Surface Science, Vol. 255, No. 7, 2009, pp. 4005-4010.
Wiklund, U., Gunnars, J., Hogmark, S., Influence of residual stresses on fracture and delamination of thin hard coatings., Wear, Vol. 232, No. 2, 1999, pp. 262-269.
Wu, F.B., Tien, S.K., Duh, J.G., Manufacture, microstructure and mechanical properties of CrWN and CrN/WN nanolayered coatings., Surface and Coatings Technology, Vol. 200, No. 56, 2005, pp. 1514-1518.
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
CrossRef Cited-by
1. J.C. Caicedo, O.A. Zambrano, Y. Aguilar. (2018). RETRACTED: Tribological study of the TiCN/TiNbNC system: From laboratory results to real industrial application. Surface and Coatings Technology, 342, p.146. https://doi.org/10.1016/j.surfcoat.2018.02.104.
2. Kateryna Smyrnova, Martin Sahul, Marián Haršáni, Vyacheslav Beresnev, Martin Truchlý, L’ubomír Čaplovič, Mária Čaplovičová, Martin Kusý, Andrii Kozak, Dominik Flock, Alexey Kassymbaev, Alexander Pogrebnjak. (2024). Composite Materials with Nanoscale Multilayer Architecture Based on Cathodic-Arc Evaporated WN/NbN Coatings. ACS Omega, https://doi.org/10.1021/acsomega.3c10242.
3. Y. Liu, H.D. Liu, Vasiliy Pelenovich, Q. Wan, J.L. Guo, Y.M. Chen, J. Zhang, L.J. Xue, Z.G. Li, B. Yang. (2021). Influences of modulation period on structure and properties of AlTiSiN/AlCrSiN nanocomposite multilayer coatings. Vacuum, 193, p.110516. https://doi.org/10.1016/j.vacuum.2021.110516.
4. J. H. Navarro-Devia, C. Amaya, J. C. Caicedo, J. H. Martínez, W. Aperador. (2019). Hafnium and vanadium nitride multilayer coatings [HfN/VN]n deposited onto HSS cutting tools for dry turning of a low carbon steel: a tribological compatibility case study. The International Journal of Advanced Manufacturing Technology, 101(5-8), p.2065. https://doi.org/10.1007/s00170-018-3020-8.
5. V Sivaraman, S Prakash. (2017). Recent developments in turning hardened steels – A review. IOP Conference Series: Materials Science and Engineering, 197, p.012009. https://doi.org/10.1088/1757-899X/197/1/012009.
6. Zhaoli Liu, Hang Li, Jianliang Li, Jiewen Huang, Jian Kong, Qiujie Wu, Dangsheng Xiong. (2020). Microstructure, mechanical and tribological properties of Hf-Mo-Si-N films with different Si contents. Surface and Coatings Technology, 401, p.126268. https://doi.org/10.1016/j.surfcoat.2020.126268.
7. Akula Umamaheswara Rao, Sunil Kumar Tiwari, Archana Singh Kharb, Navjot Hothi, Vikas Saxena, Amit Kumar Chawla. (2025). Harnessing innovative sputtering approaches to enhance VN coatings with superior mechanical and self-lubricating properties. Journal of Materials Science, 60(18), p.7429. https://doi.org/10.1007/s10853-025-10896-5.
8. Sergey Grigoriev, Marina Volosova, Filipp Milovich, Anton Seleznev, Catherine Sotova, Kirill Makarevich, Alexey Vereschaka. (2026). Application of vanadium nitride coatings to improve wear resistance of stainless steel products. Vacuum, 245, p.114969. https://doi.org/10.1016/j.vacuum.2025.114969.
Dimensions
PlumX
Article abstract page views
Downloads




License
Copyright (c) 2014 Willian Aperador Chaparro

This work is licensed under a Creative Commons Attribution 4.0 International License.
The authors or holders of the copyright for each article hereby confer exclusive, limited and free authorization on the Universidad Nacional de Colombia's journal Ingeniería e Investigación concerning the aforementioned article which, once it has been evaluated and approved, will be submitted for publication, in line with the following items:
1. The version which has been corrected according to the evaluators' suggestions will be remitted and it will be made clear whether the aforementioned article is an unedited document regarding which the rights to be authorized are held and total responsibility will be assumed by the authors for the content of the work being submitted to Ingeniería e Investigación, the Universidad Nacional de Colombia and third-parties;
2. The authorization conferred on the journal will come into force from the date on which it is included in the respective volume and issue of Ingeniería e Investigación in the Open Journal Systems and on the journal's main page (https://revistas.unal.edu.co/index.php/ingeinv), as well as in different databases and indices in which the publication is indexed;
3. The authors authorize the Universidad Nacional de Colombia's journal Ingeniería e Investigación to publish the document in whatever required format (printed, digital, electronic or whatsoever known or yet to be discovered form) and authorize Ingeniería e Investigación to include the work in any indices and/or search engines deemed necessary for promoting its diffusion;
4. The authors accept that such authorization is given free of charge and they, therefore, waive any right to receive remuneration from the publication, distribution, public communication and any use whatsoever referred to in the terms of this authorization.




















