



Published
Designing, constructing and evaluating a dynamic prototype dryer for obtaining rolled dehydrated fruit pulp
Diseño, construcción y evaluación de un prototipo de secador dinámico para la obtención de pulpas de frutas deshidratadas laminadas
DOI:
https://doi.org/10.15446/ing.investig.v31n1.20540Keywords:
drying, dehydration, fruit pulp, dynamic dryer. (en)secado, deshidratación, pulpas de frutas, secadores dinámicos. (es)
Downloads
This paper describes how a functional prototype for a dynamic dryer was designed, along with its basic parts: drying tunnel, mechanical transport system for material inside the equipment and selecting and designing a system for supplying hot air. A simple transport mechanism was implemented which allowed combining two flow dispositions: parallel and countercurrent flow. Mango (Mangifera indica L) pulp was dehydrated using three dryer air temperatures (50°C, 60°C and 70°C) and three drying air speeds inside the dryer (1.6, 2.2, 3.4 m s-1) for evaluating the prototype. Propane gas was used as fuel for heating the air. The prototype design led to dehydrating fruit pulp having 4.26 bs smooth initial humidity content up to a 0.11 db final humidity content, with 8-hour drying time (70°C and 3.4 m s-1 air speed), assuming 4.5± 0.5 mm pulp thickness, in 300 x 180 mm and 15 mm height rectangular trays. 1.5 0.5 mm thickness rolled dehydrated pulps were obtained in these conditions The final product had 0.60a (aw) water activity providing for a stable product, having low water content and very similar characteristics to those of the fresh product (shown by Weende analysis).
En el presente trabajo se diseñó un prototipo funcional de un secador dinámico conformado por: túnel de secado, sistema mecánico de transporte de material en el interior del equipo y selección y diseño del sistema de suministro de aire caliente. Se implementó un mecanismo de transporte sencillo, que permite la combinación de dos disposiciones de flujo: paralelo y contracorriente. Para la evaluación del prototipo se deshidrató pulpa de mango (Mangifera indica L.) usando tres temperaturas en el aire de secado (50, 60 y 70 °C) y tres velocidades del aire en el interior del secador (1,6; 2,2 y 3,4 m s-1). Se utilizó combustión de gas propano para calentar el aire. El prototipo permitió deshidratar pulpa de fruta fluida con un contenido de humedad inicial de 4,26 bs hasta un contenido de humedad final de 0,11 bs, con un tiempo de secado de 8 h (temperatura y velocidad del aire de 70 °C y 3,4 m s-1 respectivamente), con un espesor de pulpa de 4,5 ± 0,5 mm, dispuesta en bandejas rectangulares de 300 x 180 mm y una altura de 15 mm. Bajo estas condiciones se obtienen láminas de pulpa deshidratada con un espesor de 1,5 ± 0,5 mm. El producto final tiene una actividad de agua ( aw ) de 0,60, lo que lo hace estable, con bajo contenido de agua y con características muy similares al producto fresco (demostrado por análisis Weende).
Diseño, construcción y evaluación de un prototipo de secador dinámico para la obtención de pulpas de frutas deshidratadas laminadas
Designing, constructing and evaluating a dynamic prototype dryer for obtaining rolled dehydrated fruit pulp Pedro Vanegas Mahecha1, Alfonso Parra-Coronado2 1 Ingenier químico. M.Sc. en Ingeniería Agrícola. Profesor Asistente, Departamento de Ingeniería, Facultad de Ingeniería y Administración, Universidad Nacional de Colombia, sede Palmira. pvanegasm@palmira.unal.edu.co. 2 B.Sc., Ingeniería Agrícola, M. Sc. Profesor Titular, Departamento de Ingeniería Civil y Agrícola, Universidad Nacional de Colombia, Bogotá . Colombia. aparrac@unal.edu.co. RESUMEN En el presente trabajo se diseñó un prototipo funcional de un secador dinámico conformado por: túnel de secado, sistema mecánico de transporte de material en el interior del equipo y selección y diseño del sistema de suministro de aire caliente. Se implementó un mecanismo de transporte sencillo, que permite la combinación de dos disposiciones de flujo: paralelo y contracorriente. Para la evaluación del prototipo se deshidrató pulpa de mango(Mangifera indica L.) usando tres temperaturas en el aire de secado (50, 60 y 70 °C) y tres velocidades del aire en el interior del secador (1,6; 2,2 y 3,4 m s-1). Se utilizó combustión de gas propano para calentar el aire. El prototipo permitió deshidratar pulpa de fruta fluida con un contenido de humedad inicial de 4,26 bs hasta un contenido de humedad final de 0,11 bs, con un tiempo de secado de 8 h (temperatura y velocidad del aire de 70 °C y 3,4 m s-1 respectivamente), con un espesor de pulpa de 4,5 ± 0,5 mm, dispuesta en bandejas rectangulares de 300 x 180 mm y una altura de 15 mm. Bajo estas condiciones se obtienen láminas de pulpa deshidratada con un espesor de 1,5 ± 0,5 mm. El producto final tiene una actividad de agua ( aw ) de 0,60, lo que lo hace estable, con bajo contenido de agua y con características muy similares al producto fresco (demostrado por análisis Weende). Palabras claves: secado, deshidratación, pulpas de frutas, secadores dinámicos. ABSTRACT This paper describes how a functional prototype for a dynamic dryer was designed, along with its basic parts: drying tunnel, mechanical transport system for material inside the equipment and selecting and designing a system for supplying hot air. A simple transport mechanism was implemented
which allowed combining two flow dispositions: parallel and countercurrent flow. Mango (Mangifera indica L) pulp was dehydrated using three dryer air temperatures (50°C, 60°C and 70°C) and three drying air speeds inside the dryer (1.6, 2.2, 3.4 m s-1) for evaluating the prototype. Propane gas was used as fuel for heating the air. The prototype design led to dehydrating fruit pulp having 4.26 bs smooth initial humidity content up to a 0.11 db final humidity content, with 8-hour drying time (70°C and 3.4 m s-1 air speed), assuming 4.5 ±0.5 mm pulp thickness, in 300 x 180 mm and 15 mm height rectangular trays. 1.5 ± 0.5 mm thickness rolled dehydrated pulps were obtained in these conditions The final product had 0.60a (aw) water activity providing for a stable product, having low water content and very similar characteristics to those of the fresh product (shown by Weende analysis). Keywords: drying, dehydration, fruit pulp, dynamic dryer. Recibido: octubre 29 de 2009. Aceptado: febrero 3 de 2011 Introducción La deshidratación de frutas es una agroindustria que ha sido muy poco explorada en Colombia debido a la permanente oferta de frutas frescas en el mercado nacional, existiendo una tasa de penetración de importaciones del 84,4%, de acuerdo al reporte del Observatorio Agrocadenas de Colombia del 2003. El proceso se realiza en equipos estáticos, cuya característica principal son los prolongados tiempos de procesamiento, que superan las 14 h. Surge la necesidad de un cambio tecnológico para un proceso más económico y eficiente e innovar en la presentación de los productos finales con los deshidratados laminados. Como antecedentes sólo se conoce la investigación de Cerquera (2006), quien determinó las variables de secado para la obtención de pulpas laminadas de banano y maracuyá. Los productos laminados se pueden obtener con secadores de tambor mediante el uso de vapor presurizado, con la implicación de ser un tratamiento no recomendado para productos sensibles al calor, como es el caso de las frutas (Brenan, 1998). La primera fase tuvo como objetivo el establecimiento del alcance y modelo conceptual, definición de los parámetros de diseño y estudio de propiedades fisicoquímicas de algunas frutas. La segunda fase consistió en el diseño del prototipo y posterior construcción, de acuerdo a requerimientos, restricciones y finalmente realizando la evaluación de funcionalidad, deshidratando pulpa fluida de mango con un diseño experimental para establecer el efecto de las condiciones de operación. Material y métodos Diseño, construcción y evaluación del prototipo de secador El diseño se realizó en dos fases; la fase 1 consistió en la definición del alcance y el proceso conceptual en el diseño del prototipo utilizando la metodología propuesta por Dym y Little (2002); la fase 2 abarcó los cálculos, el diseño preliminar, la construcción y evaluación funcional del prototipo deshidratando pulpa de mango. Fase 1: Alcance y proceso conceptual en el diseño del
prototipo Diseñar un prototipo de baja potencia, de longitud corta, que permita escalar un equipo de deshidratación de bajo costo, versátil, con condiciones de operación adecuadas (temperatura de secado en el rango de 50-70 °C), que sirva para la industrialización de pulpas deshidratadas en forma de lámina (capas delgadas
de 5 mm de espesor). Fase 2: Cálculos, diseño, construcción y evaluación funcional del prototipo Teniendo en cuenta los requerimientos del usuario, las restricciones y los criterios de diseño de secadores, se seleccionó el tipo continuo, de circulación directa, utilizando baja velocidad del aire de secado por medio de la cámara de secado, procediendo a hacer el cálculo de la longitud del secador (Perry, 1992; Treybal, 1988). Se establecieron algunas propiedades físicas de la pulpa como: contenido de humedad inicial, calor específico, densidad, temperatura. Condiciones del aire ambiente para una temperatura de bulbo seco de 292 K y una humedad relativa (HR) de 65%. Para el aire de secado se estableció un rango de temperatura entre 323 y 343 K, y se determinaron las demás propiedades térmicas de acuerdo a metodologías descritas por Parra y Hernández (2005). Cálculos: longitud del secador Para aire a través del secador con una velocidad de 3,0 m s-1 y densidad ρ aire =0,785 kg m-3, se obtiene una velocidad de masa G de 8.478 kg h-1 m-2. Se calculó el coeficiente de película, en la zona de velocidad constante, mediante la ecuación presentada por Perry (1992) y Geankoplis (2005): Para G = 8.478 kg h-1m-2 se obtiene un coeficiente de película c de 28,3 W m-2K-1 Se calculó la velocidad de secado Rc en la fase de velocidad
constante, usando la siguiente ecuación (Geankoplis, 2005): Para un calor latente de vaporización a la temperatura de bulbo húmedo (λtbh ), de 2.433,8 kJ kg-1, una temperatura del aire a la entrada del secador (Taes) de 343 K y una temperatura de bulbo húmedo ( Tbh ) de 299,4 K , se obtuvo una Rc= 1,8 kg de agua h-1m-2 La velocidad total de evaporación de agua RcTOTAL fue calculada por medio de la siguiente expresión (Geankoplis, 2005): Para una superficie de secado (Ss) de 0,054 m2 y con RC= 1,8 kg de agua h-1m-2, se obtiene una RcTOTAL = 2,6 x 10-5 kg s-1 La longitud del prototipo se calculó usando el método de elementos de transmisión (NUT) y la longitud de la unidad de transmisión (LUT). Para calcular las NUT se consideró el perfil térmico del aire y de la pulpa durante el proceso de secado, y en el caso de los secadores de circulación directa se aplicó la siguiente ecuación (Ocon y Tojo, 1980; Treybal, 1988): Para una diferencia media logarítmica de temperatura ((ΔTm)de 19,95 K entre el aire y los sólidos en todo el secado, una temperatura del aire a la entrada del secador ( Taes ) de 343 K y una temperatura del sólido a la salida del secador (Tass) de 313 K, se obtiene un NUT = 1,002. La longitud de la unidad de transferencia (LUT) y la longitud del secador se hallaron a partir de las siguientes expresiones (Geankoplis, 2005; Ocon y Tojo, 1980): Para un calor especifico del aire de 1,0 kJ kg-1K-1, un área de contacto (a) de 0,054 m2m-3, G = 8478 kg h-1m-2 y hc= 28,3 W m-2K, se obtuvo un LUT de 1.553 m. Con NUT = 1,002 y LUT = 1.553 m, se obtuvo una longitud del secador Ls de 1.556,1 m. Construcción La longitud teórica del secador que se obtuvo no es viable en la práctica, por lo cual se construyó un prototipo de longitud corta, donde el material a deshidratar hiciera contacto con el aire de secado en recorridos cortos de forma continua, hasta obtener un producto con un contenido de humedad deseado. El prototipo construido (figura 1) está compuesto por dos túneles en lámina cold rolled, un ventilador de 3.500 rpm y un sistema para calentar el aire. En la cámara de secado el material a deshidratar hace contacto con el aire de secado (el material y el aire tienen un movimiento relativo), tanto de forma paralela como en contracorriente (Saastamoinen, 2005; Lijuan, 2005). El prototipo se dotó de instrumentos como termocuplas, termómetros y caja de mandos eléctricos, con el fin de facilitar el trabajo experimental durante la prueba de funcionalidad. El prototipo está conformado por un sistema de transporte de las bandejas que contienen el producto a deshidratar, y un intercambiador de calor compuesto por un tubo aleteado que permite calentar el aire proveniente de un ventilador de 3.500 rpm, provisto de compuerta para variar el flujo. Los valores de velocidad del aire de secado obtenidos por diseño (1,5; 2,0 y 3,0 m s-1) se acercan a los obtenidos por mediciones con tubo de pitot (1,6; 2,2 y 3,4 m s-1 respectivamente). El número de Reynolds crítico (NRe crítico) obtenido para las diferentes velocidades: 20313,16; 27930,6 y 43165,5 respectivamente, se encuentran en la región de régimen laminar (NRe crítico menor a 3,2 x 105), de acuerdo a Costa Novella (1984). Evaluación funcional del prototipo La evaluación del prototipo construido se realizó en el Laboratorio de Operaciones Unitarias de la Facultad de Ingeniería de la Universidad Nacional de Colombia - sede Palmira, ubicado a 1.000 msnm. Para evaluar el prototipo se deshidrató pulpa de mango. Preparación de la materia prima La pulpa de mango se licuó hasta obtener puré, al cual se le realizaron las siguientes determinaciones: contenido de humedad en base húmeda utilizando una estufa a vacío (método 934.06-37.1.10) de la AOAC; los sólidos solubles totales (°Brix)se midieron por lectura directa en un refractómetro digital PDX- 95 marca VEE GEE con escala de 0 a 95 °Brix, la acidez titulable se determinó por titulación de acuerdo a la metodología propuesta por AOAC:942.15(37.1.37), el pH se midió usando un pHmetro 744 Metrohm calibrado y la densidad de la pulpa se determinó usando la norma INEN 391 propuesta por Alvarado (2001). Las mediciones se realizaron por triplicado. La caracterización de la pulpa fresca de mango (Mangifera indica
L.), fue la siguiente: Brix de 17,6%, acidez titulable de 1,06 (porcentaje de ácido cítrico), pH de 3,66 y densidad de 1.008,6 kg m-3, CHbs de 4,26. Desarrollo experimental: prueba de funcionalidad Para la evaluación de funcionalidad del prototipo se definió un diseño experimental factorial, tomando como unidad experimental una bandeja con 200 g de puré de mango. La variable dependiente fue el contenido de humedad en base seca (CH bs), como Factor A la velocidad del aire de secado (niveles: 1,6; 2,2 y 3,4 m s-1) y como Factor B la temperatura del aire de secado (niveles: 50, 60 y 70 °C). Se tuvieron 9 tratamientos con 3 repeticiones cada uno, para un número total de 27 experimentos. En el análisis estadístico se utilizó el paquete de diseños experimentales FVANL (Olivares, 1990). Los datos correspondientes al proceso de deshidratación (Chbs vs. tiempo) se obtuvieron pesando cada hora la bandeja testigo con una balanza Ohaus (capacidad 600 g, precisión 0,1 g). Todos los ensayos se realizaron en un tiempo total de secado de 9 h. La humedad de la pulpa durante el deshidratado se calculó con la siguiente ecuación: donde: Pph, peso de pulpa de fruta húmeda (g) ms, materia seca (g) Resultados y discusión de la prueba de funcionalidad En las tabla 1 se consignan los datos (valores medios) de los cambios de humedad obtenidos durante la deshidratación de pulpa de mango (Mangifera indica L.) en los ensayos realizados, con tres repeticiones. En la figura 2 se registra la velocidad media de secado obtenidadurante las pruebas de funcionalidad del prototipo para las tres diferentes velocidades del flujo de aire. En la fase decreciente se presenta una disminución de la velocidad de secado, lo cual concuerda con el comportamiento típico de productos agrícolas durante el secado (Parra-Coronado et al; 2008). La humedad final en base seca (chbs) del producto fue 0,11. La tabla 2 muestra los resultados experimentales obtenidos para los tres niveles del Factor A y los tres niveles del Factor B. En la tabla 3 se presenta el análisis de varianza (Anova), el cual indica que los dos factores tienen diferencias significativas. En la tabla 4 se presentan los valores medios del contenido de humedad en base seca (CHbs) para los tres niveles. Si la operación se realiza con aire calentado a 70 °C y una velocidad de 3,4 m s-1, se obtiene un material deshidratado estable, con bajo contenido de humedad y actividad de agua (aw) de 0,60, lo cual concuerda con lo indicado por Larragaña (1998). En la figura 3 se pueden observar las láminas de fruta deshidratadas obtenidas en el prototipo de secador dinámico. Conclusiones El prototipo logrado permite escalar un secador industrial semicontinuo tipo túnel de flujo combinado, de longitud corta (4 m),para la producción de pulpa deshidratada en láminas. El sistema de movimiento de las bandejas desarrollado (engranajes, cadena) es sencillo y práctico, lo cual permitirá innovar los equipos de secado de materiales agrícolas. La condición de velocidad de 3,4 m s
-1 permite un modelo de contacto aire-superficie-pulpa de flujo laminar, haciendo que la operación no sea agresiva y minimizando los cambios desfavorables que una operación de secado puede producir en las frutas que se someten a deshidratado. Aunque la prueba de funcionalidad se hace con pulpa de mango, el prototipo preliminar diseñado puede servir para escalar un equipo de deshidratación de otras materias primas (hortalizas, hierbas aromáticas) y así obtener otros productos finales con otra presentación para el consumidor final. En futuras investigaciones se puede abordar el desarrollo de un sistema de transferencia que permita obtener el producto deshidratado laminado de forma continua, así como hacer el modelamiento del sistema cuando se combinan los flujos en contracorriente y paralelo simultáneamente. Agradecimientos A la empresa Ingesec Ltda. y Carlos Julio Ameca, por el apoyo e interés en el proyecto. Referencias Alvarado; J de D., Métodos para medir propiedades físicas en industrias de alimentos., Zaragoza, Editorial Acribia S.A. 2001, pp.11-22. Brenan, J.G, Butters, J.R, Cowell, N.D, Lilly, E.V., Las operaciones de la Ingeniería de los alimentos., 2da.edición,Editorial Acribia, España, 1980, pp. 318-365. Cerquera, N.E., Determinación de variables de secado y diseño de un prototipo para deshidratación de de pulpa de fruta en lámina., Tesis presentada a la Universidad Nacional de Colombia Sede Bogotá, para optar al titulo de Magister en Ingeniería Agrícola, 2006. Costa Novella, E., Ingeniería Química. Fenómenos de Transporte., Editorial Alhambra S.A, Madrid,1984,pp. 330-341. Dym, C, y Little, P., El proceso de diseño en ingeniería. Cómo desarrollar soluciones efectivas., Editorial Limusa Wiley,México, 2002, pp. 25-62. Geankoplis, C. J., Procesos de transporte y operaciones unitarias., Editorial Continental, S.A, México, 2005, pp.579-630. Larragaña, I., Control e higiene de los alimentos., Editorial McGraw-Hil.1998, España, pp. 201-206. Lijuan, Z., Jianguo, L., Yongkag, P., Thermal Dehydration Methods for Fruits and Vegetables., Drying Technology, Vol. 23, 2005, pp. 2249-2260. McCabe, W. L., Operaciones Unitarias en ingeniería química., México, Editorial McGraw Hill S.A, 2004, pp. 835-875. Ocon, J., Tojo G., Problemas de Ingeniería Química. Operaciones básicas., Tomo II, España: Ediciones Aguilar S.A. 1980,pp. 241-311. Official Methods of Analysis of Aoac International., 16th Edition, Gaithersburg, Maryland, USA, 1998. Olivares, S.E., Paquete de diseños experimentales FVANL., Facultad de Agronomía Universidad de León, 1990. Parra, C.A., Hernandez, H.J.E., Sicrometría Aplicada., Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá, Publicaciones Ingeniería, 2005, 65 p. Parra-Coronado, A., Roa-Mejía, G., Oliveros-Tascón, C.E., SECAFÉ Parte I: Modelamiento y simulación matemática en el secado mecánico de café pergamino., Revista Brasileira de Engenharia Agrícola e Ambiental, Vol. 12, No. 4, 2008, pp. 415-427 Perry, R., Manual del ingeniero químico., Volumen V., México D.F, Editorial MacGraw-Hill, 1992, pp.20-1. Saastamoinen, J., Comparison of Moving Bed Dryers of Solids Operating in Parallel and counter low modes., Drying Technology, Vol. 23, 2005, pp.1003-1025. Treybal, R.E., Operaciones de Transferencia de Masa., México D.F, Editorial McGraw-Hill., 1988, pp. 723-738.

(1)
(2)

(3)
(4)
(5)
(6) 
(7) 

Designing, constructing and evaluating a dynamic prototype dryer for obtaining rolled dehydrated fruit pulp
Pedro Vanegas Mahecha1, Alfonso Parra-Coronado2
1 Chemist Engineer. M.Sc. Agricultural Engineering. Assistant Professor, Department of Engineering, Faculty of Engineering and Management, Universidad Nacional de Colombia, Palmira. pvanegasm@palmira.unal.edu.co
2 Agricultural Engineering. M.Sc., Professor, Department of Civil and Agricultural Engineering, Universidad Nacional de Colombia, Bogotá. aparrac@unal.edu.co
ABSTRACT
This paper describes how a functional prototype for a dynamic dryer was designed, along with its basic parts: drying tunnel, mechanical transport system for material inside the equipment and selecting and designing a system for supplying hot air. A simple transport mechanism was implemented which allowed combining two flow dispositions: parallel and countercurrent flow. Mango (Mangifera indica L) pulp was dehydrated using three dryer air temperatures (50°C, 60°C and 70°C) and three drying air speeds inside the dryer (1.6, 2.2, 3.4 m s-1) for evaluating the prototype. Propane gas was used as fuel for heating the air. The prototype design led to dehydrating fruit pulp having 4.26 bs smooth initial humidity content up to a 0.11 db final humidity content, with 8-hour drying time (70°C and 3.4 m s-1 air speed), assuming 4.5± 0.5 mm pulp thickness, in 300 x 180 mm and 15 mm height rectangular trays. 1.5 0.5 mm thickness rolled dehydrated pulps were obtained in these conditions The final product had 0.60a (aw) water activity providing for a stable product, having low water content and very similar characteristics to those of the fresh product (shown by Weende analysis).
Keywords: drying, dehydration, fruit pulp, dynamic dryer.
Received: October 29th 2009. Accepted: Feuary 3th 2011
Introduction
Fruit dehydration is an agro-industry which has not been explored in Colombia because of the constant supply of fresh fruit (84.4% import rate according to the Colombian Agrochain Observatory report, 2003). It requires static equipment whose main feature is prolonged processing time (more than 14 h). The need for a change in technology arises from looking for a more economic and efficient process, also innovation regarding final product presentation, as in the case of rolled dehydrated fruit. Only Cerquera’s research (2006) is known as background; he determined drying variables for obtaining specific rolled banana and passion fruit (maracuya) pulp. Rolled products can be obtained by using drum driers with pressurised steam, accompanied by the implication of being a not-recommend treatment for heat-sensitive products, like fruit (Brenan, 1998).
The first step in this work was aimed at establishing the scope and conceptual model, defining design parameters and studying some fruits´ physical-chemical properties. The second step consisted of designing the prototype and its subsequent construction, performing the functionality test by dehydrating mango and drawing the corresponding drying curves.
Material and methods
Designing, constructing and evaluating the dryer prototype
Designing covered two phases; the first phase consisted of defining the scope and conceptual process in the prototype´s design using the methodology proposed by Dym and Little (2002); the second phase took the prototype´s calculations, preliminary design and construction and functional evaluation into account.
Phase 1: Project scope and conceptual process in designing prototypes
Designing a low-power, short-scale prototype involving a set of dehydration, low cost, versatile, appropriate operating conditions (50°C-70°C drying temperature) for the industrialisation of pulp dried in sheet form (5 mm thin layers).
Phase 2: Calculations, design, construction and functional evaluation of the prototype
Taking user requirements, restrictions and the criteria used for dryer design into account, the continuous type was selected which involves direct circulation using low dryer air speed through a drying chamber. Dryer length was then calculated (Perry, 1992; Toro and Park, 2001; Treybal, 1988).
Some physical pulp properties were established, such as initial humidity content, specific heat, density, temperature. Environmental air conditions were set at 19°C dry bulb temperature and 65% relative humidity (RH). A 50°C to 70°C dryer air temperature was established and other thermal properties were determined according to methodology described by Parra & Hernandez (2005).
Calculations: dryer length
A 8,478 kg h-1 m2 (G) mass and speed density was obtained for air having a 3.0 m s-1 speed and 0.785 kg m-3mass.
The film coefficient was calculated in the constant speed zone, by using the following equation by Perry (1992) and Geankoplis (2005):
 | (1) |
hc de 28,3 W m-2K-1 was ontained for G = 8.478 kg h-1m-2
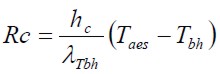
Drying speed was calculated in the constant speed phase by using the following equation by Geankoplis (2005):
 | (2) |
For latent heat vaporization to wet bulb temperature (λtbh ),this gave 2,433.8 kJ kg-1, 343 K air temperature at dryer inlet (Taes) and 299.4 K wet bulb temperature (Tbh ), Rc=1.8 kg water h-1 m-2.
Total water evaporation speed RcTOTAL was calculated by using the following equation by Geankoplis ( 2005):
 | (3) |
For 0.054 m2 dry surface (Ss) and RC=1.8 kg of water h-1m-2, RcTOTAL =2.6 x 10-5 kg s-1 was obtained.
Prototype length was obtained by using the element transmission method (ETM) and transmission unit length (TUL). The thermal profile of air and pulp during drying was considered for calculating ETM. The following equation was applied in direct dryer circulation (Ocon & Tojo, 1980; Treybal 1988):
 | (4) |
A 19.95 K logarithmic mean temperature difference (ΔTm) between air and solids throughout the dryer air temperature range at the dryer entrance (Taes ) of 343 K and 313 K solid temperature at the dryer exit (Tass) yielded 1,002 ETM.
TUL and dryer length were found from the following expressions (Geankoplis, 2005, Ocon & Tojo, 1980)
 | (5) |
 | (6) |
For specific heat (Cp) 1.0 kJ kg-1K-1, 0.054 m2m-3 contact area
(a), G= 8,478 kg h-1m-2 and hc=28,3 W m-2 K, 1,553 m TUL was obtained.
ETM=1,002 and TUL=1,553 m led to obtaining a Ls=1,556.1m dryer length.
Construction
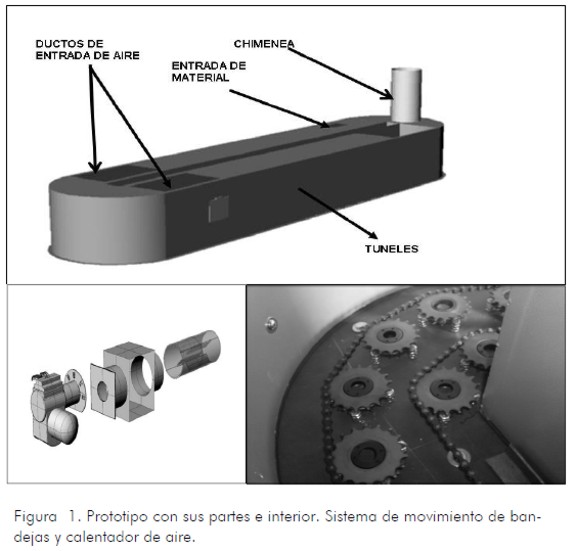
The dryer´s theoretical length was not feasible in practice, so a short-length prototype was built where the material to be dehydrated came continuously into contact with the dryer air in short distances to produce a product having the desired moisture content. It consisted of two cold rolled sheet tunnels, a 3,500 rpm fan and a system for heating the air (burning propane). The hydrated material made contact with the dryer air during drying (the material and air had relative motion), in both parallel and countercurrent flow (Saastamoinen, 2005; Lijuan, 2005). The equipment had several instruments such as thermocouples, thermometers and an electrical control box to facilitate experimental work by functionality test regarding a semi-continuous process.
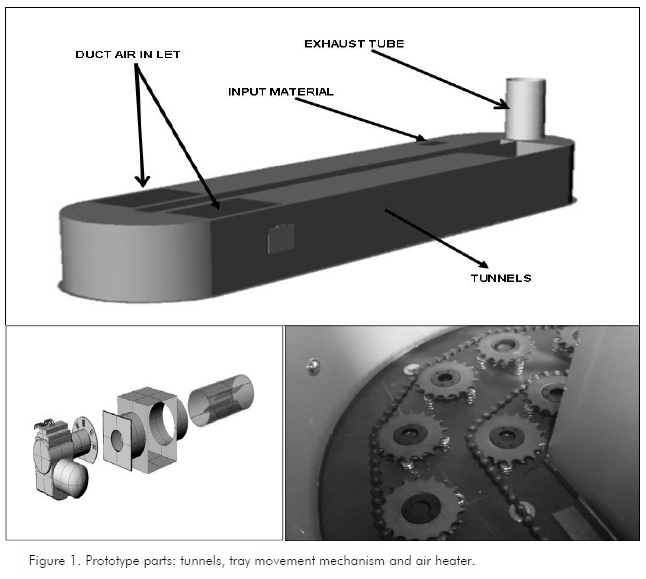
The prototype consisted of a transport system for trays containing the product to be dehydrated and a heat exchanger consisting of a finned pipe allowing heating air at 3,500 rpm and a fan equipped with a gate at the inlet to vary the air flow.
Dryer air speed values ontained by the desing (1.5, 2.0 and 3.0 m s-1) were close to values obtained by pilot pipe measurements (1.6, 2.2 and 3.4 m s-1 respectively). Critical Reynolds number (Nre) obtained for the different speeds (20,313.16, 27,930.6 and 43,165.5 respectively) were in the laminar regime region (Nrecritical less than 3.2x105), according to Costa Novella (1984).
Functional evaluation of the prototype
The prototype was evaluated in the Universidad Nacional de Colombia´s Engineering Faculty´s Unit Operations Laboratory in Palmira, located 1,000 meters above sea level. Dehydrated man go (Mangifera indica L) pulp was used for evaluating the prototype.
Preparing raw material
Fruit pulp was liquefied to purée. The following determinations were established: humidity content in humid base by using a vacuum oven (AOAC 934.06-37.1.10 Method), total soluble solids (°Brix), were measured by direct reading on a PDX digital refractometer VEE GEE with 0 to 95 °Brix scale, titrable acidity was determined by titration according to the methodology proposed by AOAC 942.15(37.1.37), pH was measured by using a caliated 744 Metrohm pH meter and pulp density was determined by using INEN 391 established by Alvarado (2001). The measurements were performed in triplicate.
Fresh mango (Mangifera indica L) pulp characterisation was as follows: 17.6% Brix, 1.06 titratable acidity (% citric acid), 3.66 pH and 1,008.6 kg m-3 density.
Experimental development: functional test
A factorial experimental design was chosen for the prototype functional test. A tray containing 200 g mango puree was taken as experimental unit. The dependent variable was moisture content in a dry basis (Chdb), dryer air speed as factor A (1.6, 2.2 and 3.4 m s-1) and dryer air temperature as factor B (50, 60 and 70°C). The functional test had 9 treatments and 3 replicas, giving 27 experiments. The FVANL experimental design package (Olivares1990) was used for statistical analysis. Dehydrating data (Chdb vs. t) was obtained every hour by weighing the control tray on an Ohaus scale (600 g capacity, 0.1 g accuracy). All tests were performed for a total drying time of 9 h. Humidity during pulp dehydration process was calculated using the following equation:
where:
 | (7) |
Pph, wet fruit pulp weight in (g)
ms, dry matter (g)
Results and discussion of the functionality test
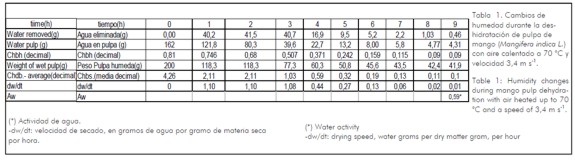
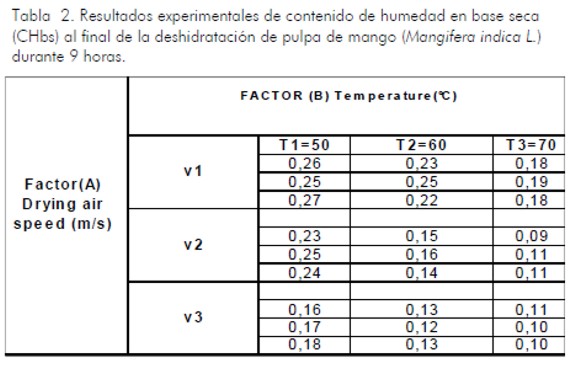
Table 1 gives information (average values) regarding changes in humidity obtained during mango pulp dehydration in tests per formed with three repetitions.
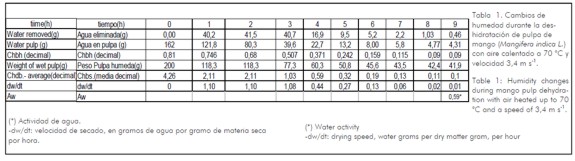
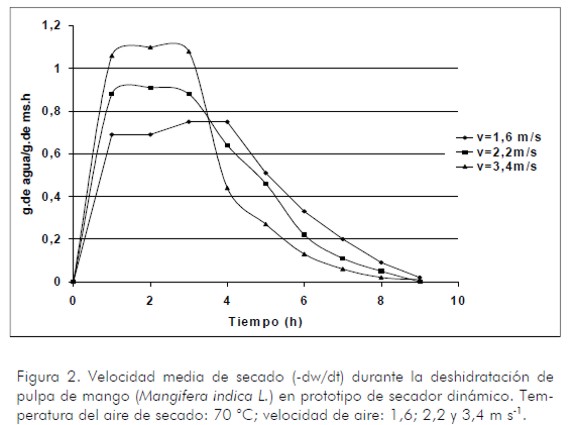
Figure 2 shows mean drying speed obtained during functionality tests of the prototype for the three different air speeds. A reduction in speed occurred during the decreasing phase which coincided with typical performance for agricultural products during drying (Parra-Coronado et al., 2008). The final product was obtained with 0.11 mean CHdb.
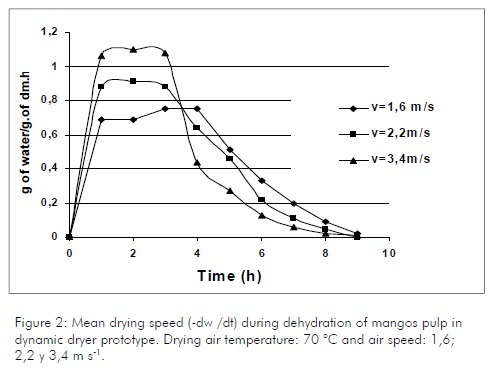
Table 2 shows the experimental results that were obtained for the three levels of Factor A and the three levels of Factor B.
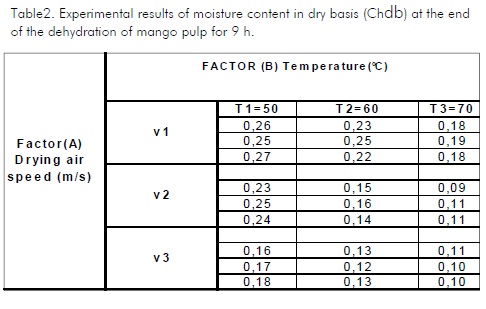
Table 3 shows the analysis of variance (ANOVA) indicating that both factors have meaning differences.

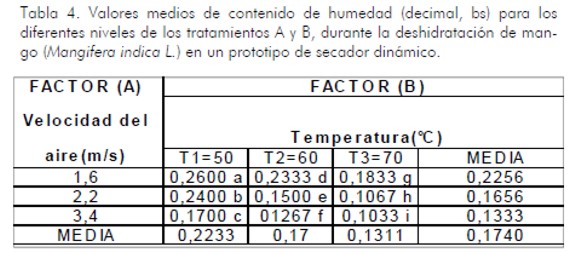
Table 4 shows the average values of moisture content in a dry basis (CHdb) for the three levels. If the operation is performed with air heated to 70 ° C and speed of 3,4 m s-1, we‘ll obtain a dried material with low moisture content and water activity (wa) of 0,60. It is a stable product, which agrees with the observations of Larragaña (1998).
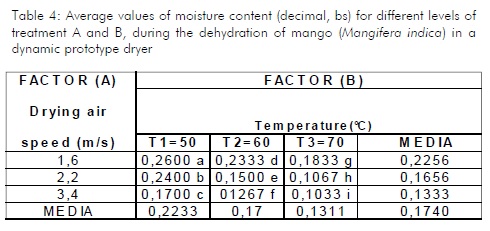
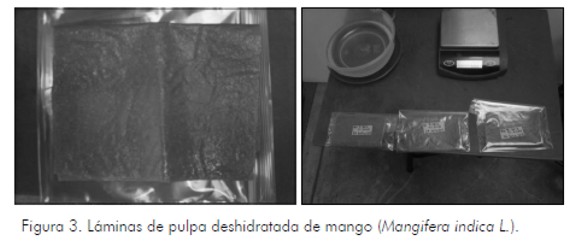
Figure 3 shows the dried mango foils obtained in the dryer prototype dynamic.
Conclusions
The achieved prototype allows us to scale a semi-continuous industrial dryer of combined flow tunnel type of short length (4 m), for production of dried fruits pulp into foils. The movement system tray developed (gears, chain), is simple and practical, allowing teams to innovate drying of agricultural materials. A speed condition of 3,4 m s-1 allows us to have a model of contact of laminar flow between the air and the pulp surface. This produces a non aggressive handling and minimizes the changes that a drying operation can produce to the fruits that undergo to dehydration.
Although the functional tests were mainly done with mango (Mangifera indica L) pulp, the designed prototype can be used to scale dehydrating equipment for other raw material (vegetables, herbs) and obtain other final products with another presentation for the final consumer.
Future researches can deal with the development of a transfer system that allow us to obtain a dehydrated sheet product in a continuous way and even do the modeling of the system when flows are combined in countercurrent and parallel.
Acknowledgements
Thanks to the company INGESEC Ltd and Carlos Mahecha for their support and interest in this project.
References
Alvarado; J de D., Métodos para medir propiedades físicas en industrias de alimentos., Zaragoza, Editorial Acribia S.A. 2001, pp.11-22.
Brenan, J.G, Butters, J.R, Cowell, N.D, Lilly, E.V., Las operaciones de la Ingeniería de los alimentos., 2da.edición,Editorial Acribia, España, 1980, pp. 318-365.
Cerquera, N.E., Determinación de variables de secado y diseño de un prototipo para deshidratación de de pulpa de fruta en lámina., Tesis presentada a la Universidad Nacional de Colombia Sede Bogotá, para optar al titulo de Magister en Ingeniería Agrícola, 2006.
Costa Novella, E., Ingeniería Química. Fenómenos de Transporte., Editorial Alhama S.A, Madrid,1984,pp. 330-341.
Dym, C, y Little, P., El proceso de diseño en ingeniería. Cómo desarrollar soluciones efectivas., Editorial Limusa Wiley,México, 2002, pp. 25-62.
Geankoplis, C. J., Procesos de transporte y operaciones unitarias., Editorial Continental, S.A, México, 2005, pp.579-630.
Larragaña, I., Control e higiene de los alimentos., Editorial McGraw-Hil.1998, ña, pp. 201-206.
Lijuan, Z., Jianguo, L., Yongkag, P., Thermal Dehydration Methods for Fruits and Vegetables., Drying Technology, Vol. 23, 2005, pp. 2249-2260.
McCabe, W. L., Operaciones Unitarias en ingeniería química., México, Editorial McGraw Hill S.A, 2004, pp. 835-875.
Ocon, J., Tojo G., Problemas de Ingeniería Química. Operaciones básicas., Tomo II, España: Ediciones Aguilar S.A. 1980,pp. 241-311.
Official Methods of Analysis of Aoac International., 16th Edition, Gaithersburg, Maryland, USA, 1998.
Olivares, S.E., Paquete de diseños experimentales FVANL., Facultad de Agronomía Universidad de León, 1990.
Parra, C.A., Hernandez, H.J.E., Sicrometría Aplicada., Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá, Publicaciones Ingeniería, 2005, 65 p.
Parra-Coronado, A., Roa-Mejía, G., Oliveros-Tascón, C.E., SECAFÉ Parte I: Modelamiento y simulación matemática en el secado mecánico de café pergamino., Revista Brasileira de Engenharia Agrícola e Ambiental, Vol. 12, No. 4, 2008, pp. 415-427
Perry, R., Manual del ingeniero químico., Volumen V., México D.F, Editorial MacGraw-Hill, 1992, pp.20-1.
Saastamoinen, J., Comparison of Moving Bed Dryers of Solids Operating in Parallel and counter low modes., Drying Technology, Vol. 23, 2005, pp.1003-1025.
Treybal, R.E., Operaciones de Transferencia de Masa., México D.F, Editorial McGraw-Hill., 1988, pp. 723-738.
References
Alvarado; J de D., Métodos para medir propiedades físicas en industrias de alimentos., Zaragoza, Editorial Acribia S.A. 2001, pp.11-22.
Brenan, J. G, Butters, J. R, Cowell, N. D, Lilly, E.V., Las operaciones de la Ingeniería de los alimentos., 2da.edición, Editorial Acribia, España, 1980, pp. 318-365.
Cerquera, N.E., Determinación de variables de secado y diseño de un prototipo para deshidratación de pulpa de fruta en lámina., Tesis presentada a la Universidad Nacional de Colombia Sede Bogotá, para optar al título de Magister en Ingeniería Agrícola, 2006.
Costa Novella, E., Ingeniería Química. Fenómenos de Transporte., Editorial Alhambra S.A, Madrid,1984, pp. 330-341.
Dym, C, y Little, P., El proceso de diseño en ingeniería. Cómo desarrollar soluciones efectivas., Editorial Limusa Wiley, México, 2002, pp. 25-62.
Geankoplis, C. J., Procesos de transporte y operaciones unitarias., Editorial Continental, S.A, México, 2005, pp.579-630.
Larragaña, I., Control e higiene de los alimentos., Editorial McGraw-Hil.1998, España, pp. 201-206.
Lijuan, Z., Jianguo, L., Yongkag, P., Thermal Dehydration Methods for Fruits and Vegetables., Drying Technology, Vol. 23, 2005, pp. 2249-2260. DOI: https://doi.org/10.1080/07373930500212768
McCabe, W. L., Operaciones Unitarias en ingeniería química., México, Editorial McGraw Hill S.A, 2004, pp. 835-875.
Ocon, J., Tojo G., Problemas de Ingeniería Química. Operaciones básicas., Tomo II, España: Ediciones Aguilar S.A. 1980, pp. 241-311.
Official Methods of Analysis of Aoac International., 16th Edition, Gaithersburg, Maryland, USA, 1998.
Olivares, S.E., Paquete de diseños experimentales FVANL., Facultad de Agronomía Universidad de León, 1990.
Parra, C.A., Hernández, H.J.E., Sicrometría Aplicada., Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá, Publicaciones Ingeniería, 2005, 65 p.
Parra-Coronado, A., Roa-Mejía, G., Oliveros-Tascón, C.E., SECAFÉ Parte I: Modelamiento y simulación matemática en el secado mecánico de café pergamino., Revista Brasileira de Engenharia Agrícola e Ambiental, Vol. 12, No. 4, 2008, pp. 415-427 DOI: https://doi.org/10.1590/S1415-43662008000400013
Perry, R., Manual del ingeniero químico., Volumen V., México D.F, Editorial MacGraw-Hill, 1992, pp.20-1.
Saastamoinen, J., Comparison of Moving Bed Dryers of Solids Operating in Parallel and counter low modes., Drying Technology, Vol. 23, 2005, pp.1003-1025. DOI: https://doi.org/10.1081/DRT-200059132
Treybal, R.E., Operaciones de Transferencia de Masa., México D.F, Editorial McGraw-Hill., 1988, pp. 723-738.
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
CrossRef Cited-by
Dimensions
PlumX
Article abstract page views
Downloads




License
Copyright (c) 2011 Pedro Vanegas Mahecha, Alfonso Parra Coronado

This work is licensed under a Creative Commons Attribution 4.0 International License.
The authors or holders of the copyright for each article hereby confer exclusive, limited and free authorization on the Universidad Nacional de Colombia's journal Ingeniería e Investigación concerning the aforementioned article which, once it has been evaluated and approved, will be submitted for publication, in line with the following items:
1. The version which has been corrected according to the evaluators' suggestions will be remitted and it will be made clear whether the aforementioned article is an unedited document regarding which the rights to be authorized are held and total responsibility will be assumed by the authors for the content of the work being submitted to Ingeniería e Investigación, the Universidad Nacional de Colombia and third-parties;
2. The authorization conferred on the journal will come into force from the date on which it is included in the respective volume and issue of Ingeniería e Investigación in the Open Journal Systems and on the journal's main page (https://revistas.unal.edu.co/index.php/ingeinv), as well as in different databases and indices in which the publication is indexed;
3. The authors authorize the Universidad Nacional de Colombia's journal Ingeniería e Investigación to publish the document in whatever required format (printed, digital, electronic or whatsoever known or yet to be discovered form) and authorize Ingeniería e Investigación to include the work in any indices and/or search engines deemed necessary for promoting its diffusion;
4. The authors accept that such authorization is given free of charge and they, therefore, waive any right to receive remuneration from the publication, distribution, public communication and any use whatsoever referred to in the terms of this authorization.




















